1
Изобретение относится к машинам для переработки пластмасс и может быть использовано при изготовлении гофрированных пластмассовых труб.
Известны машины для гофрирования пластмассовых труб, содержапдие полуформы, связанные между собой шарнирно-соединенными планками, привод перемеш,ения полуформ, направляюш,ие ролики и прижимные устройства.
В известных машинах смыкание полуформ происходит на значительном участке траектории, что вызывает нежелательные деформации гофрируемой трубы.
Цель изобретения - сокращение пути смыкания. Это достигается тем, что каждая полуформа со стороны направляющих роликов соединена с планкой шарниром, смешенным от центральной оси полуформы в сторону ее перемещения, и снабжена выемкой, размещенной за шарниром, выполненной с радиусом кривизны равным или меньшим радиуса направляющего ролика, и на полуформах со стороны направляющих роликов выполнены пазы, ширина которых равна толшине планок, а прижимное устройство выполнено в виде противоположно расположенных пластин с роликами, одна из которых подпружинена, причем каждая пластина снабжена смыкающим роликом, взаимодействующим с дополнительной выемкой, выполненной на полуформе.
Такое выполнение машины сокращает путь смыкания полуформ.
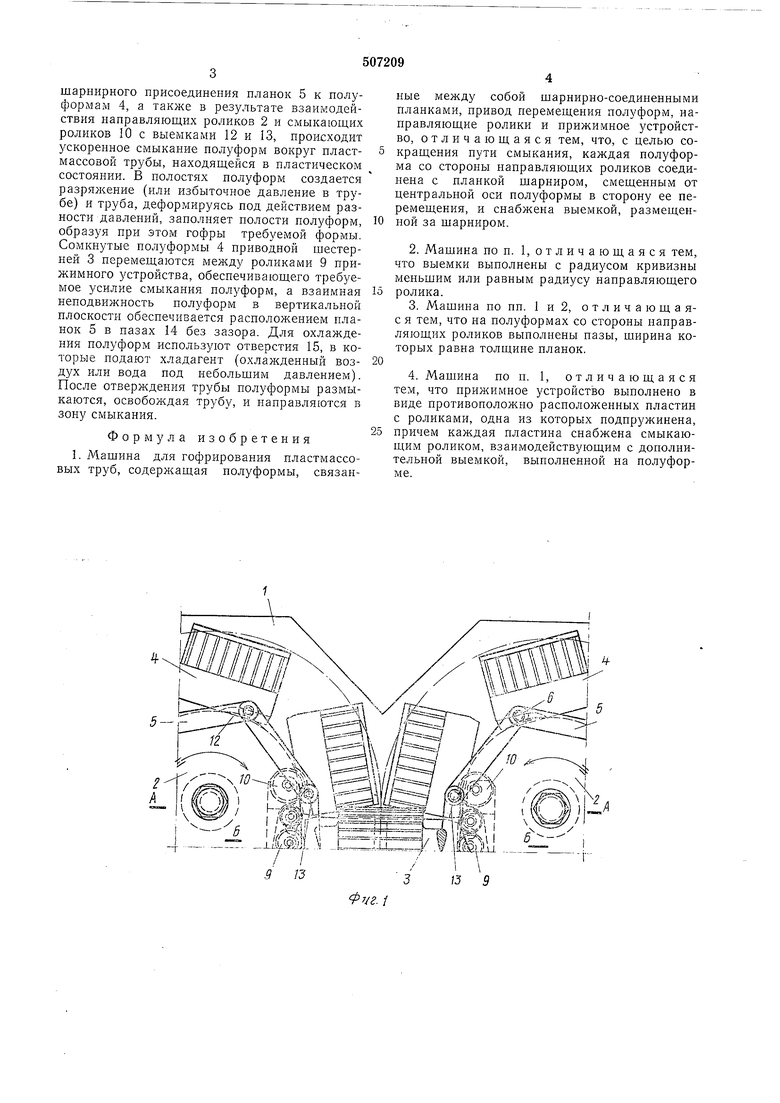
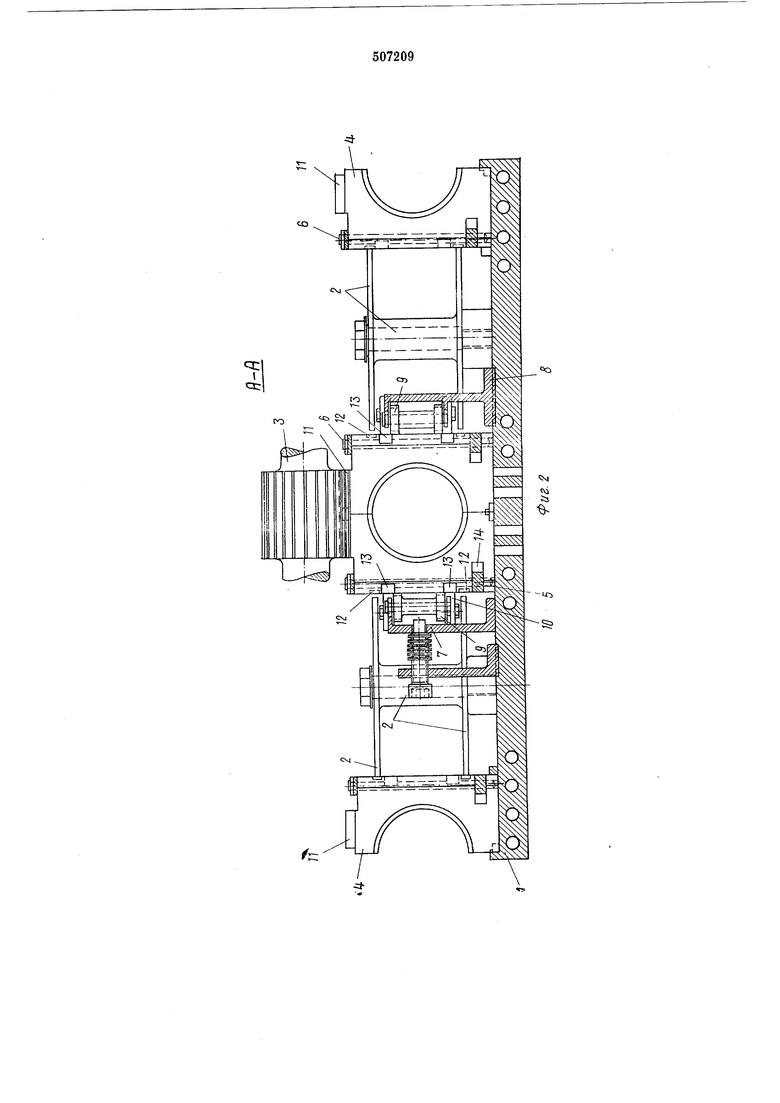
На фиг. 1 изображен вид сверху на машину в зоне смыкания полуформ; на фиг. 2 - сечение А - А на фиг. 1; на фиг. 3 - сечение Б - Б на фиг. 1. Машина состоит из опорной плиты 1 с установленными на ней направляющими роликами 2, приводной шестерней 3, двумя группами полуформ 4, шарнирно-соединенных между собой планками 5 и осями 6 в два бесконечных конвейера, огибающих направляющие ролики 2, и прижимным устройством, выполненным в виде противоположно расположенных пластин 7 и 8 с роликами 9, причем пластина 7 подпружинена. Каждая пластина снабжена смыкающим роликом 10.
Каждая полуформа имеет зубья 11, расположенные на верхней стороне, а на стороне обращенной к направляющим роликам - выемки 12, 13 и пазы 14. Кроме того, в полуформах выполнены отверстия 15 для циркуляции хладагента.
Работает машина следующим образом. При вращении приводной шестерни 3, полуформы 4, огибая направляющие ролики 2, перемещаются по опорной плите 1 в зону смыкания полуформ и вследствие смещения места
шарнирного присоединення нланок 5 к полуформам 4, а также в результате взаимодействия направляющих роликов 2 и смыкающих роликов 10 с выемками 12 и 13, происходит ускоренное смыкание полуформ вокруг пластмассовой трубы, находящейся в пластическом состоянии. В полостях полуформ создается разряжение (или избыточное давление в трубе) и труба, деформируясь под действием разности давлений, заполняет полости полуформ, образуя при этом гофры требуемой формы. Сомкнутые полуформы 4 приводной щестерней 3 перемещаются между роликами 9 прижимного устройства, обеспечивающего требуемое усилие смыкания полуформ, а взаимная неподвижность полуформ в вертикальной плоскости обеспечивается расположением планок 5 в назах 14 без зазора. Для охлаждения полуформ используют отверстия 15, в которые подают хладагент (охлажденный воздух или вода под небольшим давлением). После отверждения трубы полуформы размыкаются, освобождая трубу, и направляются в зону смыкания.
Формула изобретения
1. Машина для гофрирования пластмассовых труб, содержащая полуформы, связанные между собой шарнирно-соединенными планками, привод перемещения полуформ, направляющие ролики и прижимное устройство, отличающаяся тем, что, с целью сокращения нути смыкания, каждая полуформа со стороны направляющих роликов соединена с планкой шарниром, смещенным от центральной оси ползформы в сторону ее перемещения, и снабжена выемкой, размещенной за шарниром.
2.Машина по п. 1, отличающаяся тем, что выемки выполнены с радиусом кривизны меньшим или равным радиусу направляющего ролика.
3.Машина по пп. 1 и 2, отличаюшаяс я тем, что на полуформах со стороны нанравляющих роликов выполнены пазы, ширина которых равна толшине планок.
4. Машина по п. 1, отличающаяся тем, что прижимное устройство выполнено в виде противоположно расноложенных пластин с роликами, одна из которых подпружинена, причем каждая пластина снабжена смыкающим роликом, взаимодействующим с дополнительной выемкой, выполненной на полуформе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гофрирования пластмассовых труб | 1980 |
|
SU882761A1 |
| Устройство для изготовления гофрированных труб из термопластов | 1974 |
|
SU646881A3 |
| Литейный конвейер | 1977 |
|
SU737114A1 |
| Каретка Кривовязюка к устройству для вырубки заготовок из полосового и ленточного материалов | 1983 |
|
SU1119758A2 |
| ЭКСТРУЗИОННО-РАЗДУВНАЯ ФОРМОВОЧНАЯ МАШИНА | 2001 |
|
RU2186683C1 |
| Устройство для гофрирования пластмассовых труб | 1979 |
|
SU861076A1 |
| Пресс-форма для литья под давлением | 1981 |
|
SU1006056A1 |
| Устройство для вакуумного формования изделий из полимерных материалов | 1981 |
|
SU1014732A1 |
| НАБОРНАЯ ПРЕСС-ФОРМА | 2016 |
|
RU2639162C2 |
| Устройство для формования полых изделий из листовых термопластичных материалов | 1981 |
|
SU1047710A1 |

j +
f
6-1
15
