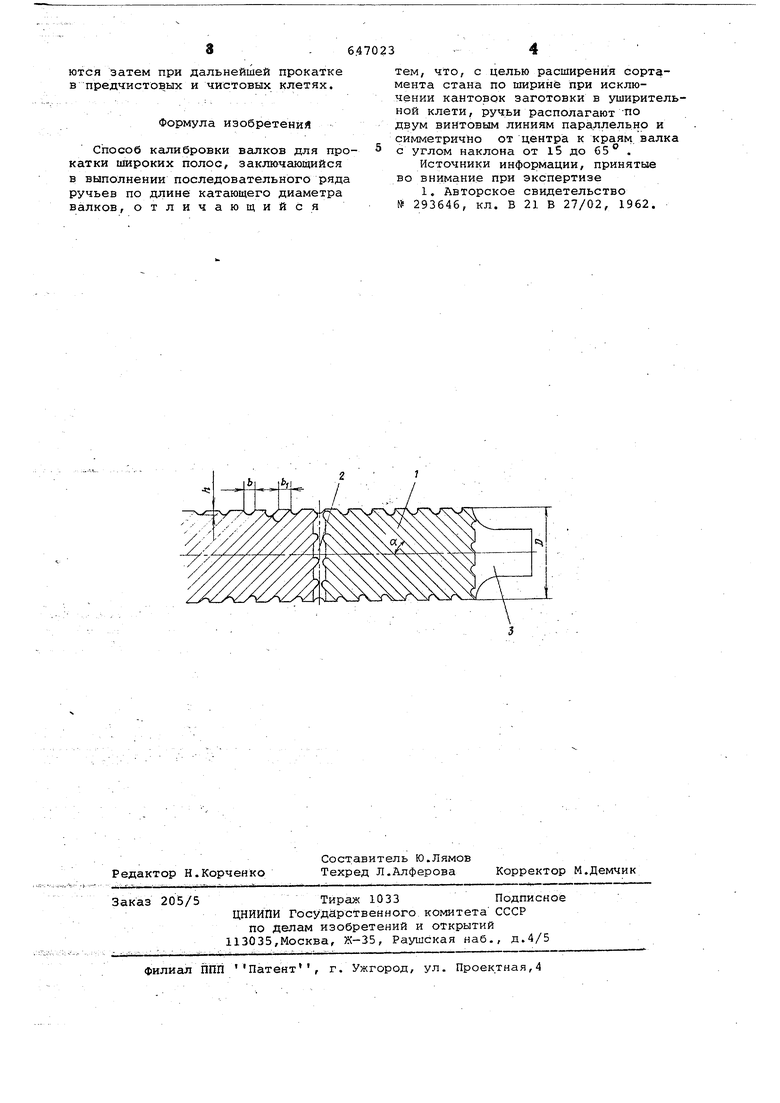
8ются затем при дальнейшей прокатке в предчистовых и чистовых клетях. Формула изобретения Способ калибровки валков для про катки широких полос, заключающийся в выполнении последовательного ряда ручьев по длине катающего диаметра валков, отличающийся тем, что, с целью расширения сортамента стана по ширине при исключении кантовок заготовки в уширительной клети, ручьи располагают -по двум винтовым линиям параллельно и симметрично от центра к краям, валка с углом наклона от 15 до 65° . Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство № 293646, кл. В 21 В 27/02, 1962.
| название | год | авторы | номер документа |
|---|---|---|---|
| Валки для изготовления сложных периодических профилей | 1981 |
|
SU965583A1 |
| Валковый комплект для прокатки профилей из порошковых материалов | 1990 |
|
SU1704921A1 |
| Валковый комплект для прокатки профилей из порошковых материалов | 1988 |
|
SU1574369A1 |
| Комплект подушек рабочих и опорных валков нереверсивной клети кварто горячей прокатки | 1976 |
|
SU577061A1 |
| Способ прокатки полос | 1980 |
|
SU893277A2 |
| Способ горячей прокатки широких полос | 1980 |
|
SU973196A1 |
| Система калибров для производства гнутых коробчатых профилей | 1991 |
|
SU1790461A3 |
| Прокатная клеть с многовалковым калибром | 1978 |
|
SU937066A1 |
| Узел валков для продольной прокатки сортовых профилей | 1985 |
|
SU1315052A1 |
| Комплект подушек рабочих и опорных валков нереверсивной клети кварто горячей прокатки | 1978 |
|
SU668731A2 |
