/
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Валковый комплект для прокатки профилей из порошковых материалов | 1990 |
|
SU1704921A1 |
| Валковый комплект для прокатки профилей из порошковых материалов | 1989 |
|
SU1743694A2 |
| ВАЛКОВЫЙ КОМПЛЕКТ ДЛЯ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 2001 |
|
RU2192320C1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| Устройство для прокатки порошка | 1980 |
|
SU908530A1 |
| СПОСОБ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 2007 |
|
RU2342205C2 |
| Способ прокатки сложнопрофильных кольцевых изделий | 1989 |
|
SU1738448A1 |
| Инструмент для прокатки | 1990 |
|
SU1748893A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВОЙ ПОРОШКОВОЙ СМЕСИ | 2009 |
|
RU2426624C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2200647C1 |
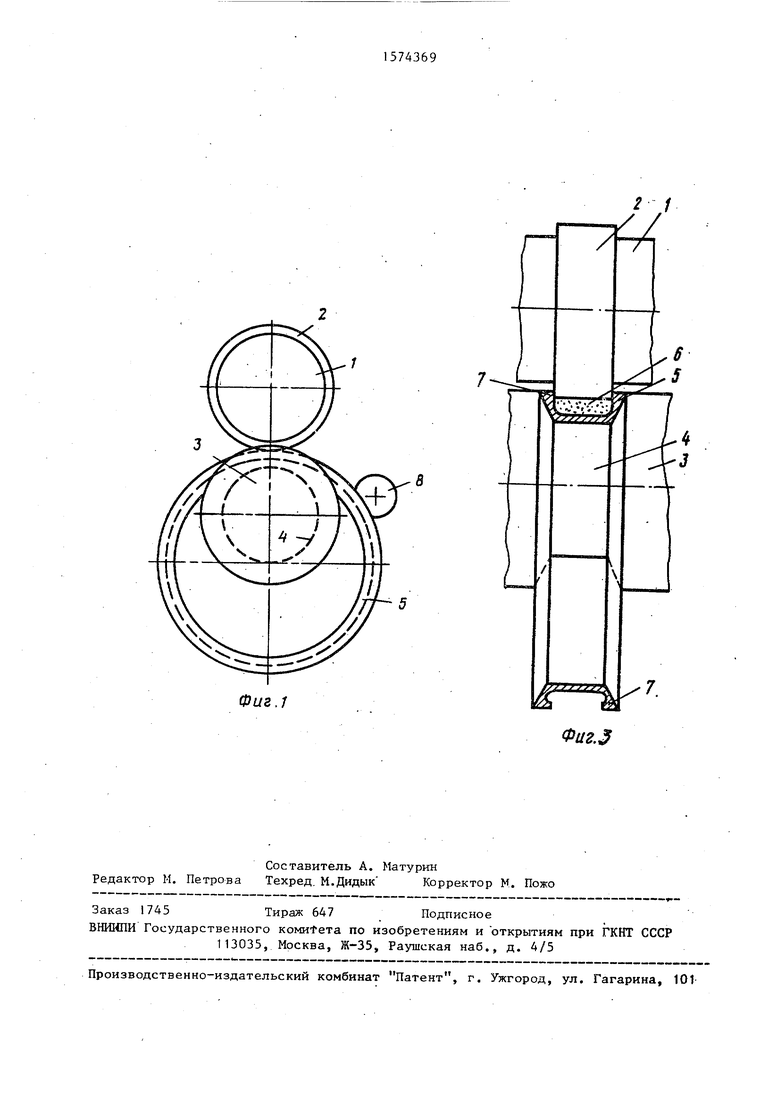
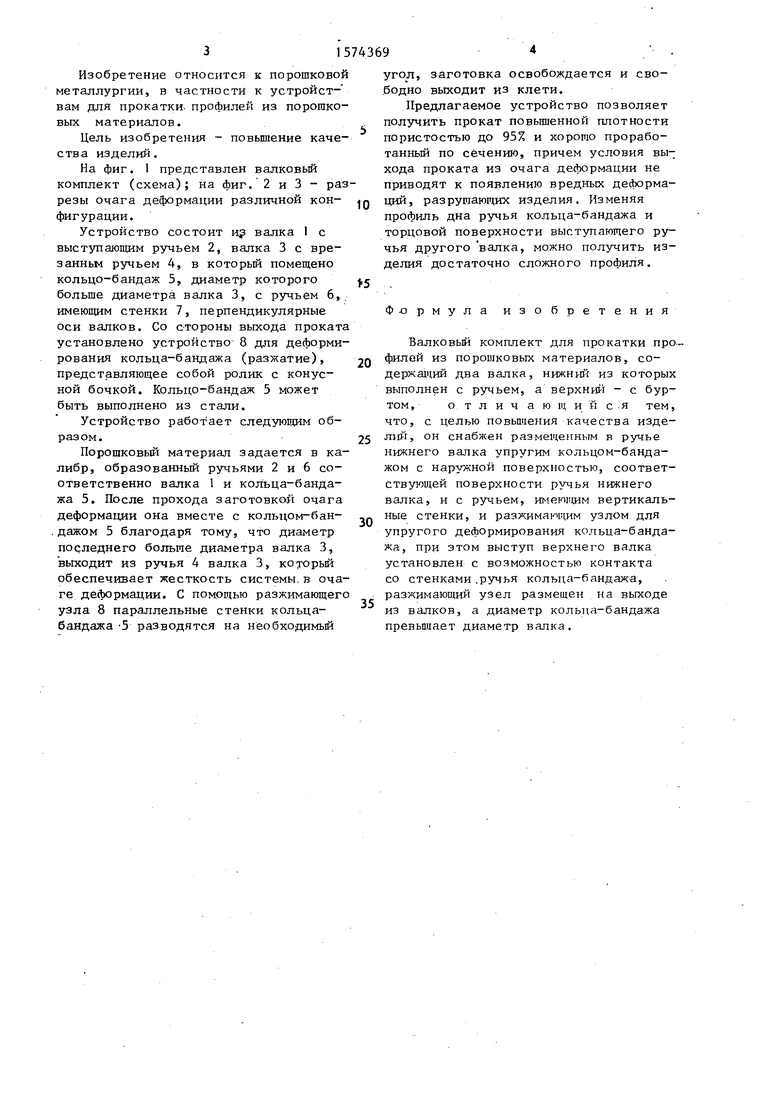
Изобретение относится к порошковой металлургии. Целью изобретения является повышение качества изделий. Порошковый материал задается в калибр, образованный ручьями 2 и 6 соответственно валка 1 и кольца-бандажа 5. После прохода заготовкой очага деформации она вместе с кольцом-бандажом 5 благодаря тому, что диаметр последнего больше диаметра валка 3, выходит из ручья 4 валка 3, который обеспечивает жесткость системы в очаге деформации. С помощью разжимающего устройства параллельные стенки кольца-бандажа разводятся на необходимый угол, заготовка освобождается и свободно выходит из клети. 3 ил.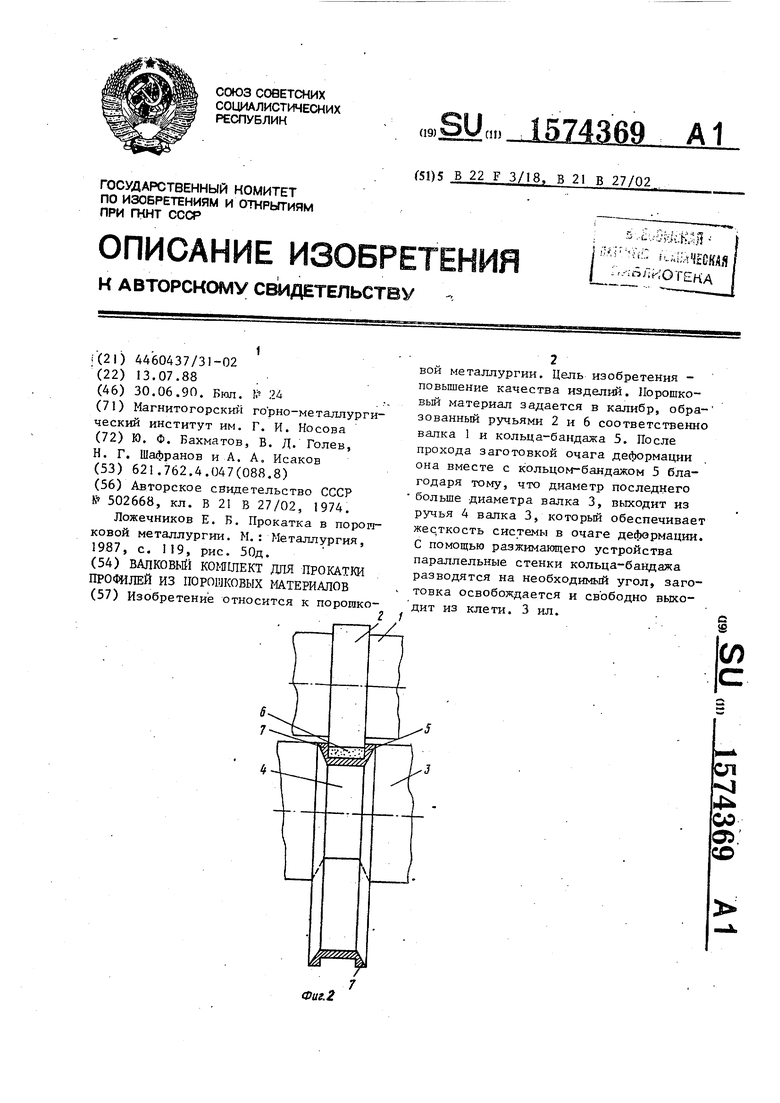
Фиг. г
Фиг.З
