(54) ВАЛКИ ДЛЯ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ПЕРИОДИЧЕСКИХ
1
Изобретение относится к обработке металлов давлением, в частности к инструменту для изготовления проволоки периодического профиля.
Известны валки для изготовления сложных периодических профилей, содержащие рабочие ручьи с профильными элементами 1.
Однако данные валки изготовляют проволоку с вмятинами.
Цель изобретения - обеспечение возможности изготовления проволоки с рифлениями.
Поставленная цель достигается тем, что в валках для изготовления сложных периодических профилей, содержащих расположенные на их цилиндрической поверхности ручьи с рабочими элементами, поверхность ручьев выполнена тороидальной с центром кривизны, смещенным относительно цилиндрической поверхности валков, а рабочие элементы - в виде канавок, глубина которых равна сумме величины половины зазора между валками и величины смещения центра кривизны поверхности ручья относительно поверхности валка, ширина канавок равПРОФИЛЕЙ
на диаметру заготовки, а глубина ручья равна половине диаметра заготовки, уменьшенной на упомянутую величину смешения центра кривизны поверхности ручья.
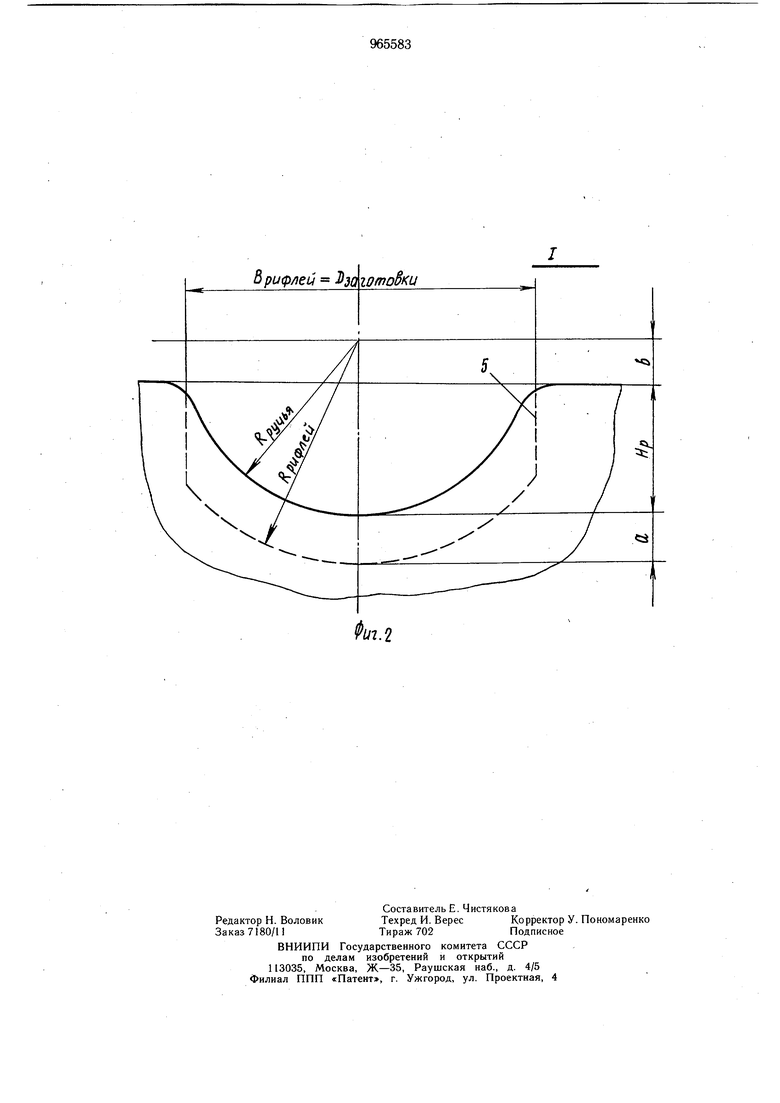
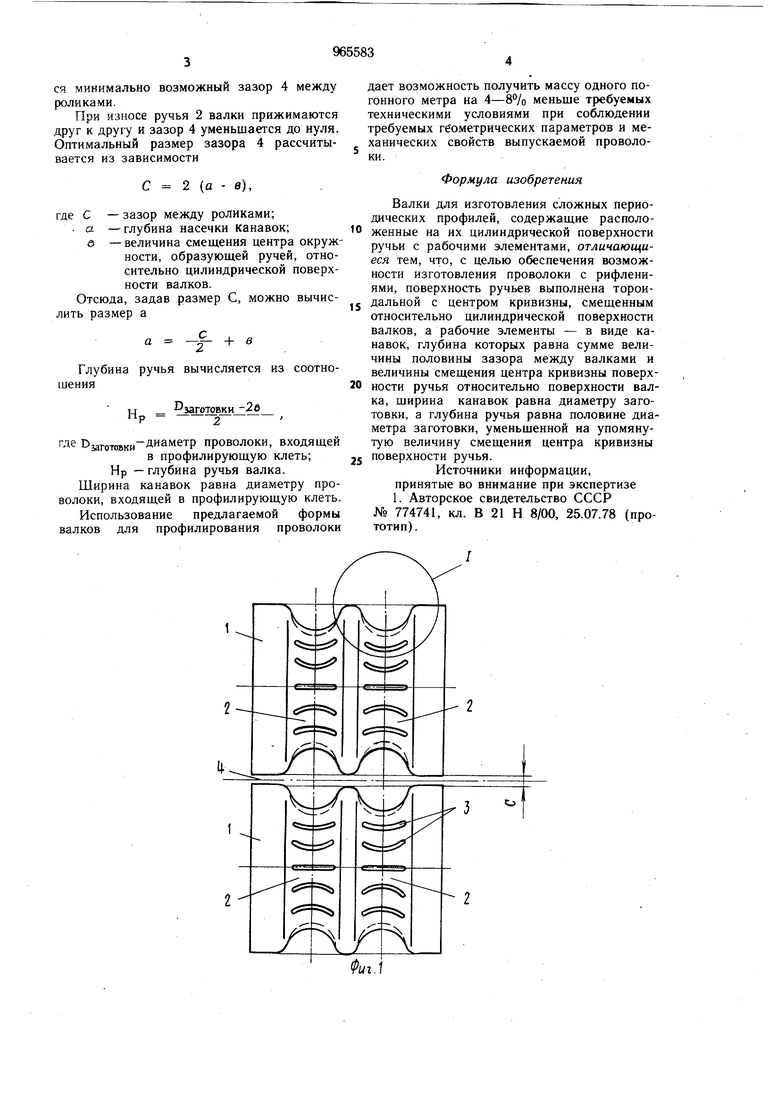
На фиг. 1 изображен предлагаемый ва лок, общий вид; на фиг. 2 - узел I на фиг. 1.
Валки представляют собой цилиндрическое тело 1 с ручьями 2. На ручьях 2 нанесены канавки 3. Между валками - зазор
10 4. На реборде 5 валка оканчивается зона ручья 2 и зона канавок 3.
Валок работает следующим образом. Проволока, войдя в ручей 2, деформируется (уменьшается высота, увеличивается ширина сечения и происходит вытяжка
по длине проволоки). В зоне канавок 3 геометрические параметры проволоки остаются без изменений, так как реборда 5 не дает возможности профилю уширяться. Поверхность реборды 5 выполняется на ручье специальным пуансоном или накатником, ширина которого равна диаметру проволоки, входящей в профилирующую клеть.
Для уменьщения уширения проволоки при ее деформировании в ручье 2, выбирается минимально возможный зазор 4 между роликами.
При износе ручья 2 валки прижимаются друг к другу и зазор 4 уменьшается до нуля. Оптимальный размер зазора 4 рассчитывается из зависимости
С 2 (а - в), зазор между роликами;
где С
. а. -глубина насечки канавок;
& -величина смещения центра окружности, образующей ручей, относительно цилиндрической поверхности валков.
Отсюда, задав размер С, можно вычислить размер а
в
Глубина ручья вычисляется из соотношения
D
-2в
- заготовки f-v HP 2
заготовки Д Р проволоки, входящей
где D,
в профилирующую клеть; Нр -глубина ручья валка. Ширина канавок равна диаметру проволоки, входящей в профилирующую клеть. Использование предлагаемой формы валков для профилирования проволоки
дает возможность получить массу одного погонного метра на 4-8% меньще требуемых техническими условиями при соблюдении требуемых геометрических параметров и механических свойств выпускаемой проволоки.
Формула изобретения
Валки для изготовления сложных периодических профилей, содержащие расположенные на их цилиндрической поверхности ручьи с рабочими элементами, отличающиеся тем, что, с целью обеспечения возможности изготовления проволоки с рифлениями, поверхность ручьев выполнена тороидальной с центром кривизны, смещенным относительно цилиндрической поверхности валков, а рабочие элементы - в виде канавок, глубина которых равна сумме величины половины зазора между валками и величины смещения центра кривизны поверхности ручья относительно поверхности валка, щирина канавок равна диаметру заготовки, а глубина ручья равна половине диаметра заготовки, уменьщенной на упомянутую величину смещения центра кривизны
поверхности ручья.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 774741, кл. В 21 Н 8/00, 25.07.78 (прототип). Вриф/ieLi J)заготовки
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧИЙ ВАЛОК ДЛЯ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ПЕРИОДИЧЕСКИХ ПРОФИЛЕЙ | 1992 |
|
RU2029650C1 |
| Технологический инструмент для продольной горячей прокатки труб | 1989 |
|
SU1729636A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРОФИЛЬНЫХ ТРУБ | 2010 |
|
RU2443486C1 |
| Валок для изготовления сложных периодических профилей | 1989 |
|
SU1712051A1 |
| Способ производства труб с продольными наружными ребрами на роликовом стане | 1984 |
|
SU1266582A1 |
| Рабочий валок для изготовления сложных периодических профилей | 1978 |
|
SU774741A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ | 2005 |
|
RU2288061C1 |
| Клеть для продольной прокатки | 1990 |
|
SU1745381A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ПЛОСКИХ ЗАГОТОВОК НА ЭТАПЕ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ И УНИВЕРСАЛЬНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2300436C2 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |