Изобретение относится к прокатным клетям и может использоваться для продольной прокатки сортовых профилей, преимущественно круглого сучения
Цель изобретения - повышение качества поверхности готового профиля.
На фиг, 1 изображен узел валка, в котором кольца охватьшают ор,ин приводной валок; на фиг. 2 - узел валков, в котором одно кольцо охватывает один приводной валок, а другое охватывает второй приводной валок,
Узел образован двумя приводными валками 1 и -2, на бочках 3 которых соответственно выпохшены ручьи 4, образуя калибр 5, По разные стороны от р учьев 4 на обоих приводных валках 1 и 2 выполнены кольцевые канавки 6, которые также образуют калибры, в которых расположены ограничительные элементы в виде колец в форме торов 7 и 8, охватывающих приводной валок 1 или 2, Оси торов 7 и 8 параллельны осям приводньш валков 1 и 2, Внутренний диаметр (d) тора 7 (8) составляет 1,1™1з5 внешнего диаметра (dg) приводного валка. При таком соотношении торы 7 и 8 охватывают приводные валки 1 и 2 с зазорами между ними. При условии, что для образования калибра 5 пp moдныe валки 1 и 2 сведены друг к другу, торы 7 и 8 со стороны калибра 5 прижаты к канавкам 6, а зазоры с приводными валками 1 и 2 образуются с внешней стороны последних. Каждый тор 7 и 8 установлен так, что на другом приводном валке 1 и 2 расположена соответствующая канавка,, свободная от тора. Торы 7 и 8 на фиг, 1 установлены на одном приводном валке 1, На другом приводном валке 2 канавки 6 свободны от торов,- Тор 7 на фиг, 2 установлен на одном приводном валке 2, а тор 8 на другом приводном валке 1,
5
0
5
0
.5
0
5
При этом на валке 1 соответствующая тору 7 канавка 6 свободна, а на вал ке 2 свободна соответствующая тору 8 канавка.
Устройство работает следующим образом.
При прокатке, материала боковые поверхности торов 7 и 8 ограничивают течение материала в разъемы между валками 1 и 2, а, следовательно, по- вьшается качество поверхности прокатываемых профилей.
Аналогичным образом при прокатке в калибре, в котором один тор 7 охватывает валок 2, а другой тор 8 ох- ватьгоает второй валок 1, боковые поверхности торов 7 и 8 ограничивают течение материала в разъемы между валками 1 и 2, а следовательно, повышается качество поверхности прокатываемых профилей.
Формула изобретения
1,Узел валков для продольной прокатки сортовых профилей, преимущественно круглого сечения, образованный двумя приводными валками с ручьями, на бочках которых по разные стороны от ручьев выполнено по кольцевой канавке с размещенными в них ограничительными элементами, отличающийся тем, что, с целью повьгае- ния качества поверхности готового профиля, ограничительные элементы вьшолнены в виде охватывающих валок колец в форме тора, при этом внутренний диаметр тора d и внешний диаметр приводного валка dg связаны соотношением
(1,1-1,5)dB.
2,Узел валков по п, 1, о т л и- чающийся тем, что один приводной валок охвачен одним кольцом, а другой - другим.
.Редактор Е.Папп
Составитель Г.Ростов
Техред А.Кравчук Корректор Л.Патай
Заказ 223А/5Тираж 480Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Фиг. 2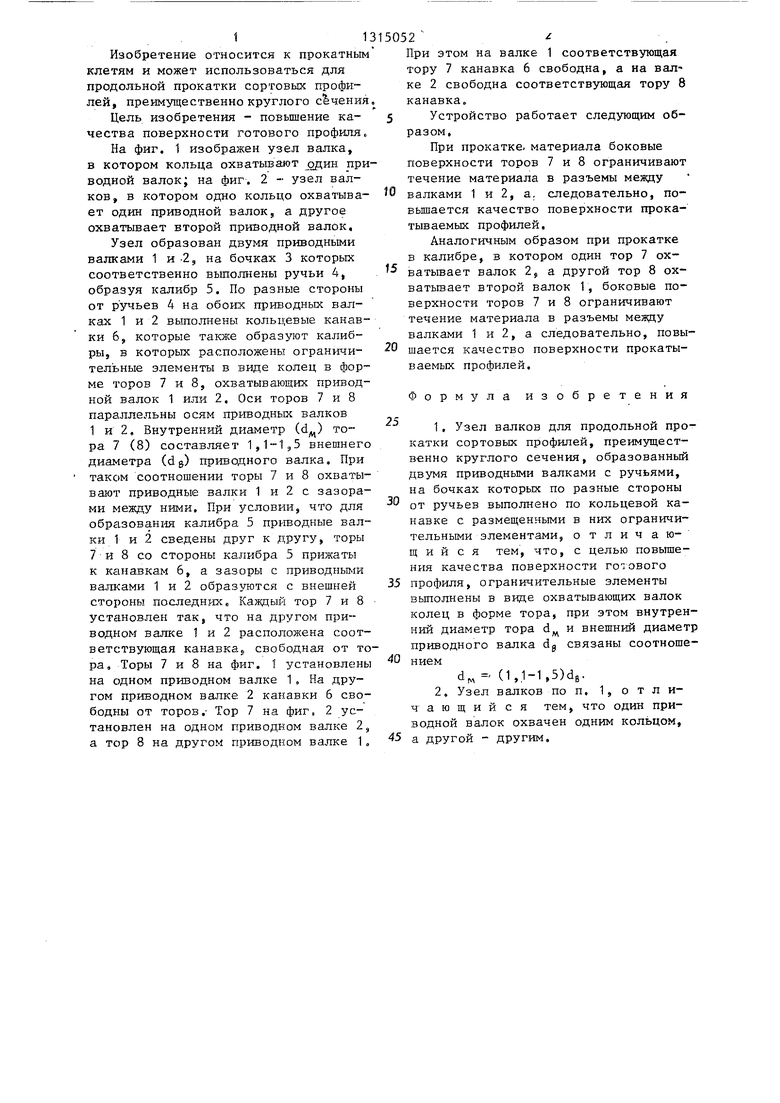
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА КАЛИБРОВ НЕПРЕРЫВНОГО СТАНА | 1999 |
|
RU2157282C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ СОРТОВОГО ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2005 |
|
RU2302915C1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЧУГУННОГО ВАЛКА СОРТОПРОКАТНОГО СТАНА | 2004 |
|
RU2259243C1 |
| Валок пилигримового стана | 1982 |
|
SU1052293A1 |
| СПОСОБ СДВОЕННОЙ ПРОКАТКИ АРМАТУРНЫХ ПРОФИЛЕЙ | 1997 |
|
RU2126728C1 |
| Валок | 1988 |
|
SU1547897A1 |
| ВАЛОК ДЛЯ ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2266167C1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЧУГУННОГО ВАЛКА СОРТОПРОКАТНОГО СТАНА | 2006 |
|
RU2333055C1 |
Изобретение относится к прокатным клетям и может использоваться для продольной прокатки сортовых профилей, преимущественно круглого сечения. Цель изобретения - повышение качества поверхности готового профиля. При прокатке сортовых профилей охватывающие валок ограничительные элементы в виде торов 7 и 8 препятствуют образованию заусенцев в разъемах калибра 5. Торы могут охватывать либо один валок, либо различные. 1 з.п. ф-лы, 2 ил. (Л 8 00 :п D1 to . 1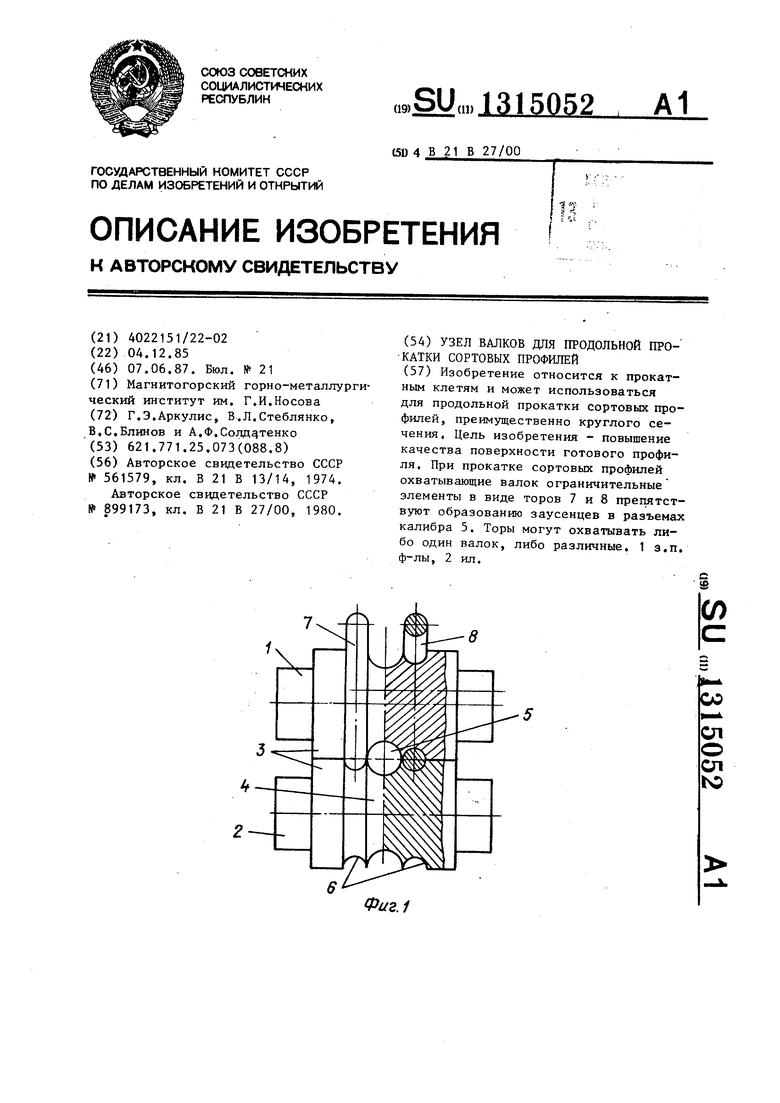
| Клеть для точной прокатки | 1974 |
|
SU561579A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Калибр для продольной прокатки труб | 1980 |
|
SU899173A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
