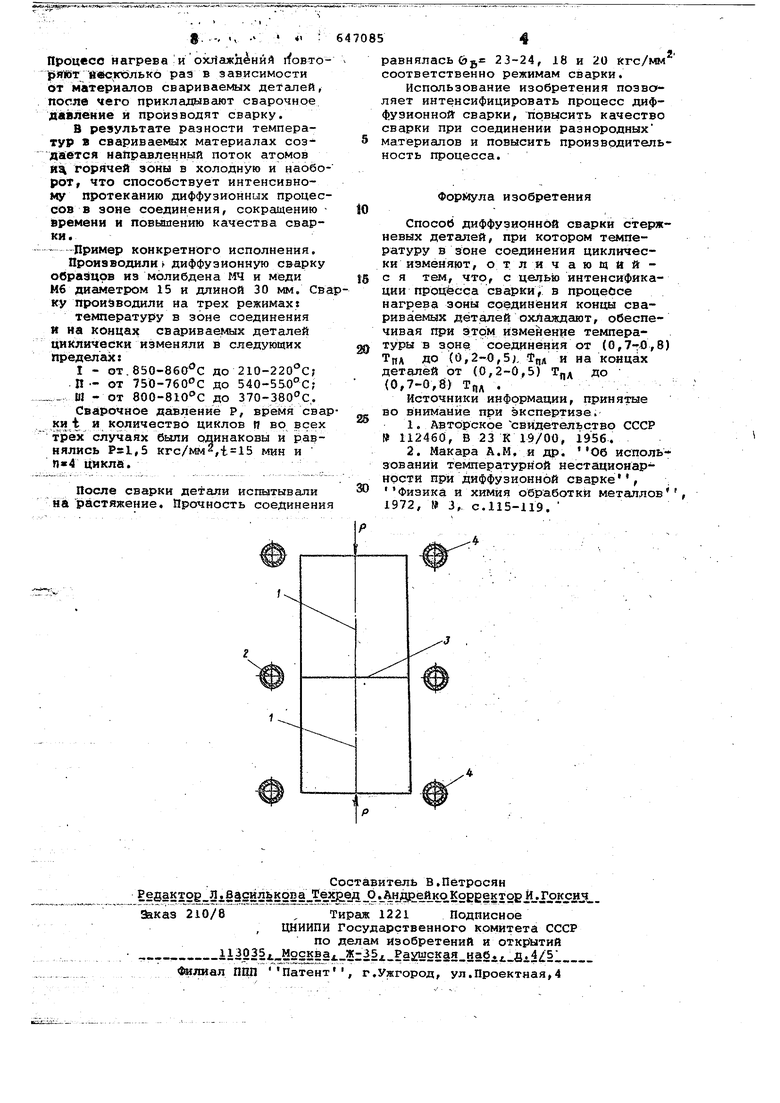
. - 1 ; Изобретение относится к сварке давлением с подогревом, в частности к диффузионной сварка стержневых деталей. . Известен способ диффузионное сва ки, при котором свариваёьше детали нагревают в вакууме до температуры сварки, а затем прикладывййтнеобходимое сварочное давление в течение .определенного периода Bpieмени рЗ . Недостатком способа является неинтенсивное протекание диффузионных процессов. Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является способ диффузионной сварки стёржневых деталей, при котором температуру в зоне соединения - циклически изменяют 2 . Недостатком способа является нерегулируемрсть направления двизкё НИН диффузионных потоков в зоне кон тактирования металлов, обусловливаю щих производительность процессй. Целью изобретения является интен сификация процесса сварки. Поставленная цель достигается тем, что по предлагаемому спЪсобу процессе нагрева зоны соединения конйы свариваемых деталей охлаждают, обеспечивая при этом изменение температуры в зоне соединения от (0,70,8) Т до (0,2-0,5) TRA и на концах деталей от (0,2-0,5) до (0,7-0,8) ТЯА -. Ва чертеже показана схема осуществления предлагаемого способа. Свариваемые детали 1 устанавливают в сварочной камере (на чертеже не показана), индуктором 2 нагревают зону 3 соединения до температуры (О,7-0,В) Тдд наименее тугоплавкого металла. По достижении заданной температуры индуктор 2 отключают, не прекращая подачу охладителя . После отключения индуктора 2 включают индукторы 4, и производят нагрев концов свариваемых деталей до температуры (0,7-0,8) , при этом зону 3 соединения охлаждают до температуры (0,2-6,5) с помощью индуктора -2 или охлаждаемого прижима (на чертеже не показано). По достижении заданной температуры на концах свариваемых деталейиндукторы 4,отключают, концы деталей охлаждают до (0,2-0,5) TnAf а зону соедиения нагревают до (0,7-0,8) Т„ ,
роцесс нагреваи охлаждений rfoBTOW«T й«С10бльк6 раз в 3 ависимости т материалов свариваемых fletaneft, оояв чего прикладывают сварочное дмление и производят сварку.
В результате разности температур а свариваемых материалах создается направленный поток атомов ид горячей зоны в холодную и наоборот, что способствует интенсивному протеканию диффузионных процессов в зоне соединения, сокращению времени и повышению качества сварки. -Пример конкретного исполнения.
Производили h диффузионную сварку образцов из молибдена Ш и меди Мб диаметром 15 и длиной 30 мм. Сварку производили на трех режимах
температуру в зоне соединения я на концах свариваемых деталей циклически изменяли в следующих пределах:
I - от.850-8бО С до 210-220С;
П- от 1SO-160°C до 540-55.0°С; -: Ш - от eoO-eiO C до 370-380°С,.
Сварочное давление Р, время сварки t и количество циклов и во всех трёх случаях были одинаковы и равнялись ,5 кгс/мм2 15 гедн и п«4 цикла.
После сварки детали испытывали Н(а растяжение. Йрочность соединения
равнялась &g 23-24, 18 и 20 кгс/мм соответственно режимам сварки.
Использование изобретения позволяет интенсифицировать процесс диффузионной сварки, повысить качество сварки при соединении разнородных материалов и повысить производительность процесса.
Формула изобретения
Способ диффузионной сварки стержневых деталей, при котором температуру в зоне соединения циклически изменяют, отличающийс я тем, что, с целью интенсификации процесса сварки, в процессе нагрева зоны соединения концы свариваемых деталей охлаждают, обеспечивая при этом изменение температуры в зоне соединения от (0,7-:Л,8) ТПА до (0,2-0,5;. и на концах деталей от (0,2-0,5) Т-д до (0,7-0,8) Т„А .
Источники информации, принятые во внимание при экспертизе.
1.Автсэрское свидетельство СССР О 112460, В 23 К 19/00, 1956.
2.Макара A.M. и др. Об использований температурной нестациоиарностй при диффузионной сварке , Физика и химия обработки металлов 1972, 3, с.115-119. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ диффузионной сварки | 1980 |
|
SU996142A1 |
| Способ сварки давлением металлических изделий | 1990 |
|
SU1757824A1 |
| Способ диффузионной сварки жаропрочного никелевого сплава | 2018 |
|
RU2689837C1 |
| Способ диффузионной сварки тонкостенных деталей | 1982 |
|
SU1079387A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 2003 |
|
RU2231432C1 |
| СПОСОБ СБОРКИ ВАКУУМНОЙ ОБОЛОЧКИ РЕНТГЕНОВСКОГО ЭЛЕКТРОННО-ОПТИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ | 1999 |
|
RU2149479C1 |
| Способ диффузионной сварки трубчатых переходников титан-нержавеющая сталь | 2024 |
|
RU2832989C1 |
| Способ сварки давлением разногабаритных деталей | 1990 |
|
SU1754373A1 |
| Способ диффузионной сварки | 1977 |
|
SU660819A1 |
| Установка для диффузионной сварки в вакууме | 1983 |
|
SU1100064A1 |
