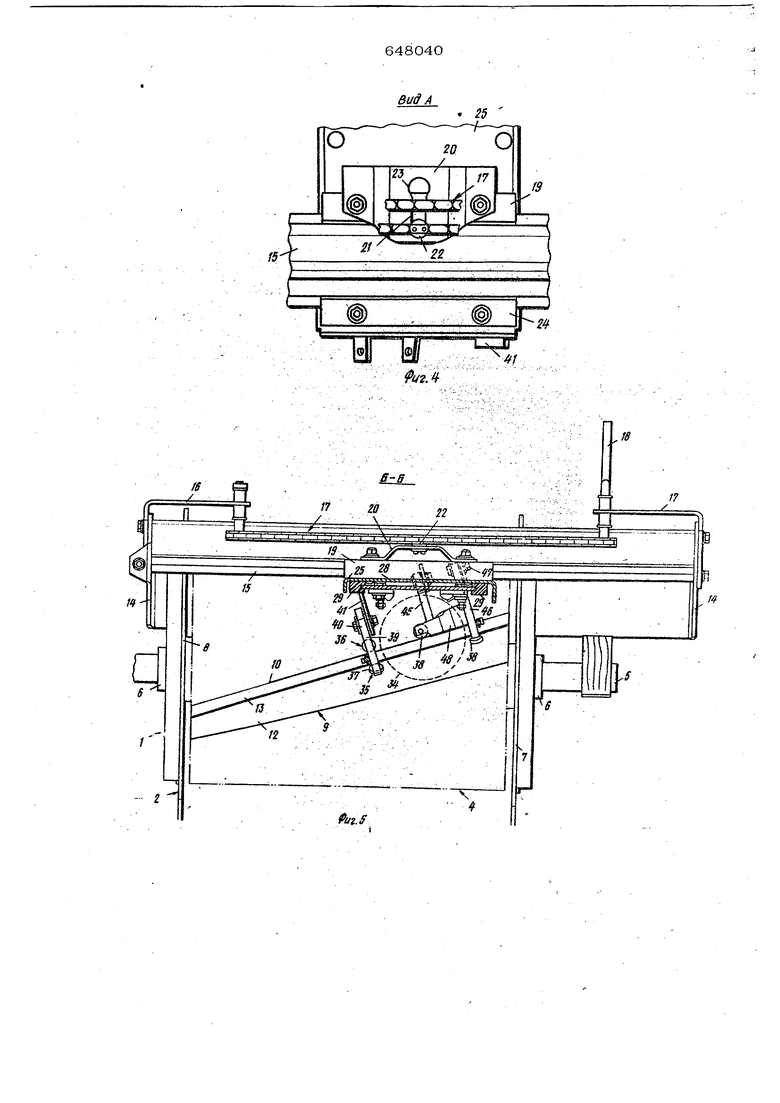
ную поверхность 12 и скос 13, кото- рый проходит между кромкой 10 и наружной поверхностью 12. Устройство для заточки ножей включает опорную рамную конструкцию в вида пары уголковых кронштейнов 14, которые отходят в сторону от противолежащих стенок корпуса, и направляк щую 15, которая пролегает между крон штейнами 14 поверх и через корпус 2. К кронштейнам 14 крепится пара прямо угольных кронштейнов 16, которые частнчно проходят вдоль лицевой части направлякнцей 15 и несут на себе передаточную цепь и зубчатое колесо 17 в сборе, которая проходит вдоль и перед направляющей 15 между, кронштейнами 16. У одного конца передаточной цепи и зубчатого колеса 17 в сборе закреплена рукоятка 18 ДЛИ приведения в дей ствие последней. Передаточная цепь с зубчатым колесом 17 оперативно соединяется с продолговатым ползуном 19, которьгй расп ложен поверх направляющей 15 посредством фасонного кронштейна 2О. Кронштейн 20 (см. фиг. 4) снабжен шпоноч ной канавкой 21, в которую входит фик сирующая деталь (иди стопор) 22, имею щаяся на передаточной цепи с зубчатым колесом 17 в сборе, причем один коне шпоночной канавки 21 вьшолнен в форм кольца 23 для приема стопора 22. Такая конструкция позволяет используя рукоятку 18, непрерывно приводить в действие узел 17 (передаточную цепь с зубчатым колесом) тем самьш застав ляя ползун 19 совершать возвратнопоступательнью в движений вдоль напра ляющай 15, не прибегая к изменению первоначального направления вращения рукоятки 18. Ползун 19, а также второй ползун 24, расположенньй вдоль нижней части направляющей 15, крепятся к задней поверхности установленной почти вертикально плиты 25, которая служит в качестве каретки- 26 для электрического точила 27. Электрическое 27 крепится к второй установленной почти вертикально плите 28, которая меньше плиты 25 и помещается в границах последней с помощью пары расположенных почти вертикально бло:ков 29, снабженных пазами, которые служат в качестве направляющих для плиты 28 при совершении последней вертикальных возвратно-поступательных движений. Такое вертикальное перемещение плиты 28 и тем самым точила 27 контролируется с помощью Т-образной ручки 30, которая ввинчивается в деталь 31,установ- ленную смежно верхнему концу плиты 25. Нижний конец стержня ручки ЗО упирается в верхний срез утолщения 32, которое имеется на верхнем конце плиты 28, что обеспечивает возможность подачи вниз плиты, когда ручка поворачивается в соответствукяцем направлении. Причем такая подача вниз плиты 28 происходит при преодолении пары винтовых пружин 33, которые соединяют взаимно бошэщую плиту 25 и меньшую плиту 28. Таким образом, точипьную круглую деталь 34, выступающую с донной части точила 27, можно .перемещать в направлении режущего цилиндра и от режущего уяпкнпрв в зависимости от требований выполнения операции заточки с тем, чтобы должным образом осуществлять взаимодействие точильной детали 34 со скосом 13 на затачивае мом ноже 9, Для захвата подлежащего заточке ножа 9 используется пара направляющих элементов 35 и 36, каждая из которых содержит два ролика 37 и 38, расположенных с промежутком между ними в продольном направлении относительно режущего цилиндра 4. В этом отношении на фиг. 6 виднее, что ролики 37 и 38 направляющей 35 катятся вдоль наружной поверхности 12 ножа 9, а ролики 37 и 38 направляющей 36 катятся вдоль передней кромки 10. Это обеспечивает эффективный захват ножа и прекращение тем самым его независимого движения. Ролики 37 монтируются для движения вместе с Кареткой 26 и точилом 27 с помощью тяги 39, прикрепленной шарнирным болтом 40 к кронштейну 41, который жестко соединен с нижним концом большой плиты 25. Тяга 39 нагружена пружиной 42, заключенной между тягой 39 и верхней, отходящей нару, деталью или поперечиной 43, которая HtecTKo прикреплена к большой плите, причем пружина действует на подачу Тяги 39 вниз. Расположение роликов 38 несколько иное в том отношении, что они установлены на опоре 44, имеющей V - образную форму (см. фиг. 5), причем поспедняя имеет пару лап 45 и 46, каждая
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления обрезиненного кордного полотна и устройство для его осуществления | 1977 |
|
SU736866A3 |
| СТАНОК ДЛЯ МОНТАЖА И ЗАТОЧКИ ПИЛЬЧАТОЙ ГАРНИТУРЫ БАРАБАНОВ И ВАЛИКОВ ЧЕСАЛЬНОЙ МАШИНЫ | 1990 |
|
RU2026426C1 |
| Машина для обработки фронта каблука | 1980 |
|
SU984446A1 |
| Устройство для заточки ножей | 2023 |
|
RU2828913C1 |
| НОЖ ДЛЯ МАШИНЫ, ПРЕДНАЗНАЧЕННОЙ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА, И СПОСОБ ЗАТОЧКИ НОЖА | 1990 |
|
RU2066629C1 |
| Устройство для заточки ножей | 1987 |
|
SU1495075A1 |
| УСТРОЙСТВО ДЛЯ РУЧНОЙ ПРАВКИ И ЗАТОЧКИ СТОЛЯРНОГО И ПЛОТНИЧНОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2012 |
|
RU2535098C2 |
| Автомат для стыковой контактной сварки | 1990 |
|
SU1773637A1 |
| НОЖ ДЛЯ РЕЗАЛЬНОЙ МАШИНЫ, ПРЕДНАЗНАЧЕННОЙ ДЛЯ РАЗДЕЛКИ ЛИСТОВОГО МАТЕРИАЛА, И СПОСОБ ЗАТОЧКИ НОЖА | 1990 |
|
RU2069147C1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
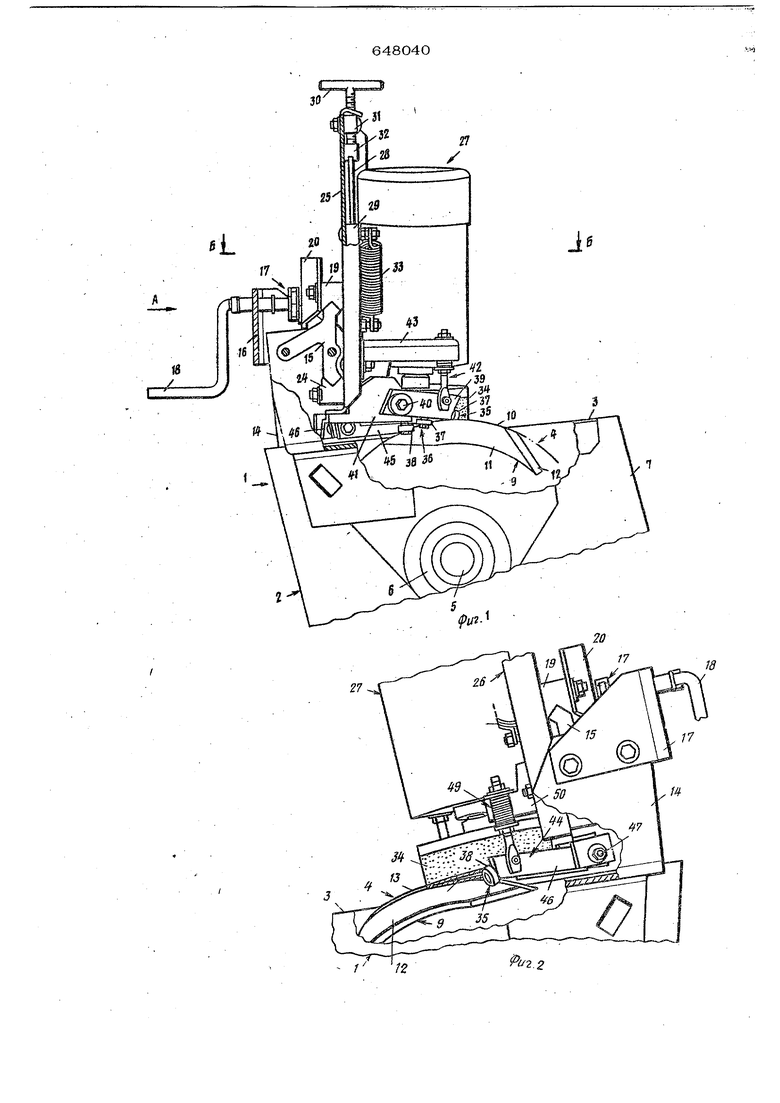
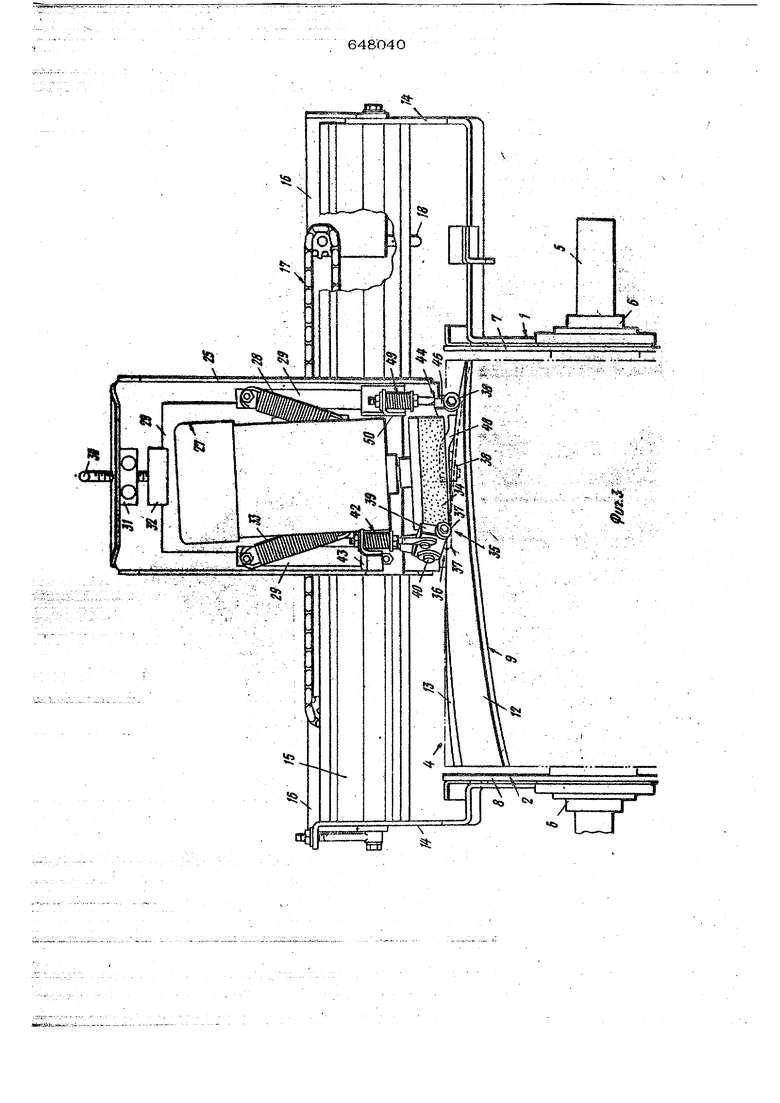
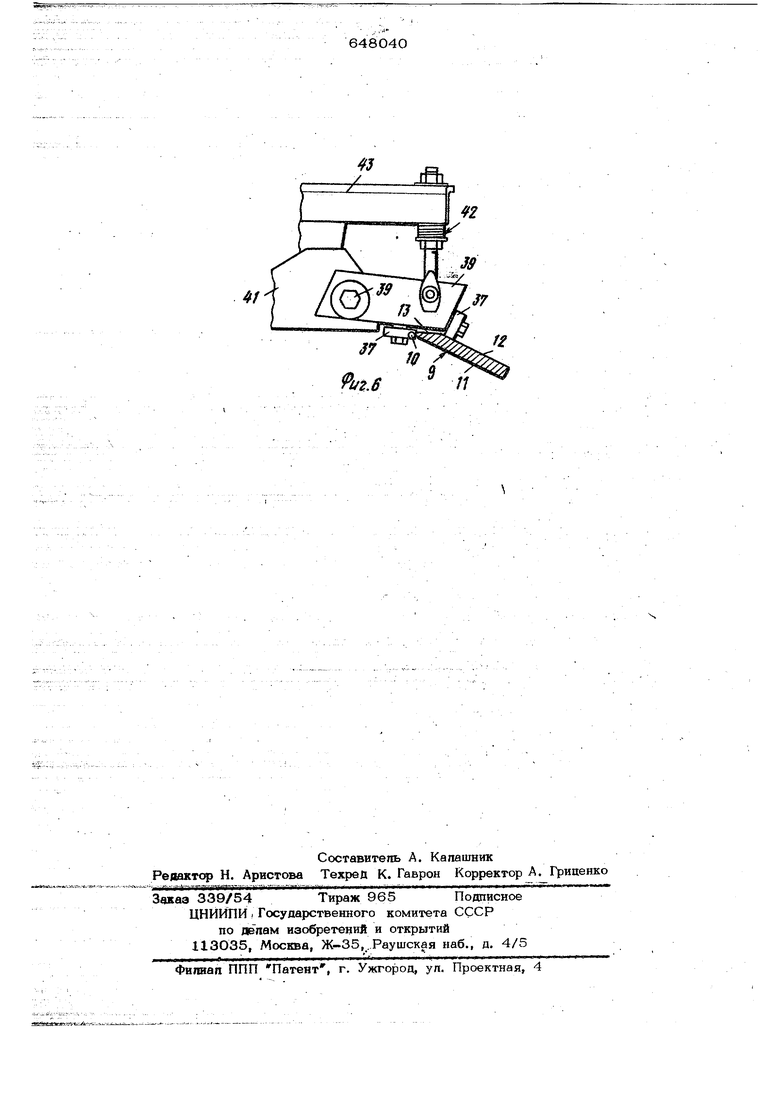
,. из которых соединена шарнирно с большой пяитой 25 с помощью шарнирного бопта 47 и петпевую детапь 48, которая жестко соединяет между собой папы 45 и 46 смежно их наружньш концам. Петпевая детапь 48 проходит за пределы папы 45 и там спужит опорой ролику 38 направляющей 36, а лапа 46 проходит за предеяы, петлевой детали 48 и ее наружный конец спужит в качестве .onopbi роликам 38. Опора 44 подается дейст вием пружинного устройства, которое идентично пружине 42, вниз. Пружина 49 связывает папу 46 опоры 44 и выступающую наружу детаяь 50, которая жестко соединена своим,задним концом с большой плитой 25.
Точипьная детапь 34 выполнена полой, причем ее полость см. фиг. 2) открыта снизу. Поэтому в полости имеется достаточно места для приема по крайней мере частично петлевой детали 48, а также ролика 38 направляющей 36 с тем, чтобы ролик 38 можно.
было установить ближе к соответствую щему ему Кромочному ролику 37 {как это имеет место применительно к роПй- кам. 37 и 38 направляющей 35).
Работает приспособление следующим:) образом.,: /
Каретка 26 обычно устанавливается вправо от того положения, которое пока-аано; ни фиг, 5 ,и 6,снаружи правой
стенки корпуса смежной кронштейну 14.
В этом положении точипо 27 опустить 6 TeMJ чтобы подвести точильную деталь 34 к деревянному блоку ИЛИ подобному блоку, который имеется /: йа крон1нтейне .14. Это-способствует
устойчивости точила 27 при выполнении операций заточки в полевых условиях, когда машине для уборки кормовых куль тур находится в работе. Обычно открытый верх 3 корпуса 2 покрьгоается крышкой (на фигурах не показана), которая снимается с тем, чтобы. оператору было работать.
Поворачивая рукоятку 18, оператор подает каретку 26 вдогаь направл5пощей 15 в положение начаиа операции заточки. Обычно в конструкции используется срезной штифт (на фигурах не показан), который соединяет вал 5 режущего цилиндра 4 с. приводным механизмом на машине для уборки кормовых культур и который вынимается с тем, чтобы позволить цилиндру 4 иметь свободный ход, и первый нож 9 вручную подводится в
согласованное положение относительно захватных направляющих 35 и 36 (см. фиг. 6). Точильную детапь 34 можно в этот момент, по желанию, поднимать или опускать с помощью Т-образной ручки 30 с тем, чтобы подвести точильную деталь в соприкосновение со скосом 13, Б результате чего вращение рукоятки 18 в нужном направлении
o приведет к перемещению каретки 26 вдоль направл5пощей 15.
Как только происходит захват ножа 9 направляющими 35 и 36 и тем самым незав;Исимое движение ножа прекращаетSся, цилиндр 4 по мере прямолинейного. перемещения каретки 26 совершает поBdpot, в результате чего скос полностью взаимодействует с деталью 34 по всей длине нозка 9. Когда каретка 26 дости0
:гает своего крайнего певого положения (см. фиг. 5), она без остановки начинает снижение вправо: заставляя цилиндр 4 поворачиваться в обратном направлении с tew, обеспечить взаимо5действие скоса 13 с точильной деталью
Этот относительно не сложный, но. исключительно эффективный прием ком пейсацйи к ривйёйы 9 обеспечивает
0 .условие, при котором скос. 13 будет дойз}Ш Е :рм образом заточен по всей длине рожа9. Компенсация вращения цилиндра 4 осуществляется через непоорёдственную передачу движущей силы
5 между кареткой 26 и ножом 9 с помоП1Ы6 заХва.тных роликовых направляющих 35 и 36, а не через посредство довольно спшной систем:ы кривошипов, рычагов и зубчатых колес, связанных с валом 5. Это означает, что в данном слу-. чае обеспечивается более точная заточ.ка, f ак как исключаКя-ся раз личного рода ошибки механизмов и деталей, сопутствующих изготовлению сложного устрой5стёа, о кЬтором шла речь применитель нЬ.к тем конс рукциШ Дйнного назначения, которые используются в настоящее р время.
Возможность установки ролика 38
O направляющей 36 вблизи соответствующего ему кромочного ролика 37 позволяет располагать измерительные или установочные средства вблизи точки контакта детали 34 со скосом 13, когда ролики 37 смещаются с певого конца ножа 9 (см. фиг. 4 и 5) по мере того как каретка 26 приближается к самому левому концу своего пути движения.
Точи но 27 сяегка накионено относите ш но ножа 9, причем так, что только его rssBass пбриферийная часть (есш смотреть на фиг, 4) действительно соприкасаер Си со скосом 13. Таким образом, при установке рошзка 38 направпяющей 36 непосредственно под точильной деталью 34 и внутри погеости измерительное или установочное средетво располагается довольно бпизко к точке контакта детали 34 с ножом 8, причем даже в том спу чае, когда рошки 37 находятся вне конца ножа 9. Это позволяет получить богеее ппавное; и бопее равномерное скашивающее действие (скашивание),
Пружгаяы 42 и 49 стремятся подавать переднюю кромку 10 на соприкосновение с кромочными роликами 37 и 38. По мере того как пружины 42 и 49 подают связанные с ними соответствуклцие тяги 39 и Y - образные опоры 44 вниз в направлении вращения часовой(Стрелки (см. фиг. 6), рояики 37 и 38 направляющей 35 перемещают цилиндр 4 с тем чтобы обеспечить взаимодействие кромки 10 с кромочными роликами 37 и 38 направляющей 36. Таким образом, предлагаемая конструкция обеспечивает нужный контроль заточки ножа 9, причем последний почти не в состоянии создават вибрацию направляющих 35 и 36, ив ТО же йрёМя позволяет с Помгацью пружин 42 и 49 осуществлять компенсацию поверхностных неровностей.
Отвод ножа, который подвергается заточке, также способствует повьгатению качестве заточки, так как в этом случае каждый нож затачивается независимо от поверхностных неровностей предыдущих или последукяцих ножей. Поэтому, естга одиь нож несет на себе существенный заусенец или зарубку, то таковая не переносится на лфугие ножи.
Форму л а изобретения
Приспособление для заточки спиральных ножей режущего аппарата барабанного типа к сельскохозяйственной уборочной машине, содержащее закрепленную на раме машины балку, на которой под- ьижно установлена заточная головка с тОчиЛьным камнем и двумя парами направлявэщйх элементов, предпочтительно вьшопненньгх в виде роликов, отличающееся тем, что, с цепью улучшения качества заточки режущей кромки ножа, один из направляющих элементов в каждой паре установлен с воз. мОжнбСТью йвиженйя4допь режущей кромки нижа, а другой -с возможностью движения По наружной его поверхности.
Источники информации, принятые во внимание при экспертизе,
О
liвид А
25
20
/7
f9
д.-,.,.,.,.л
22
41
П
п
