(54) ШТАМП ДЛЯ ПРОБИВКИ
ШЕЛЕВИДНЫХ ОТВЕРСТИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ЛАРИНА ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ | 1995 |
|
RU2129930C1 |
| Штамп для пробивки отверстий в полых изделиях | 1977 |
|
SU969376A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Штамп для пробивки соосных отверстий в стенках полых деталей и П-образных профилей | 1986 |
|
SU1360855A1 |
| Штамп совмещенного действия | 1991 |
|
SU1814577A3 |
| ШТАМП ДЛЯ ЧИСТОВОЙ ПРОБИВКИ ОТВЕРСТИЙ | 1973 |
|
SU361004A1 |
| Штамп для обработки листового материала | 1978 |
|
SU727275A1 |
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
| ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ (ВАРИАНТЫ) | 2001 |
|
RU2201832C2 |
| Устройство для пробивки отверстий в стенках полых изделий | 1991 |
|
SU1821267A1 |
Изобретение относится к технологической оснастке для холодной листовой, штамповки и может быть использовано Б машиностроении.
Известен штамп для пробивки щелевидных отверстий, содержащий подвижную плиту, несушую пуансонодержатель с пуансонами в виде пластин, раму, направляющую съемник, подпружиненный относительно подвижной плиты, и неподвижную плиту, несущую составную матрицу с полостью разъема, проходящей через режущую кромку пуансона, имеющую большую длину 1.
В известном штампе направление пуансонов относительно матрицы недостаточно точное, что снижает стойкость штампа и качество обрабатываемых изделий, и, кроме того, в известном щтампё затруднена смена пуансонов.
В описываемом щтампё для повыщения стойкости щтампа и качества обрабатываемых изделий, прижим-съемник выполнен с выступами на поверхностях, обращенных к мйтрице и к пуансонодержателю, пуансонодержатель выполнен чередующимся выступауи с впадинами, и в последних размещены соответствующие выступы съемника.
а матрица выполнена с отверстиями, направляющими соответствующие- выстуш, съемника и ограниченные с одной из сторон поверхностью, лежащей в плоскости разъема матрицы.
Для упрощения нереиаладки штампа, пуансонодержатель выполнен составным, по меньщей, мере, из двух частей с плоскостью разъема, совпадающей с плоскостью разъема матрицы.
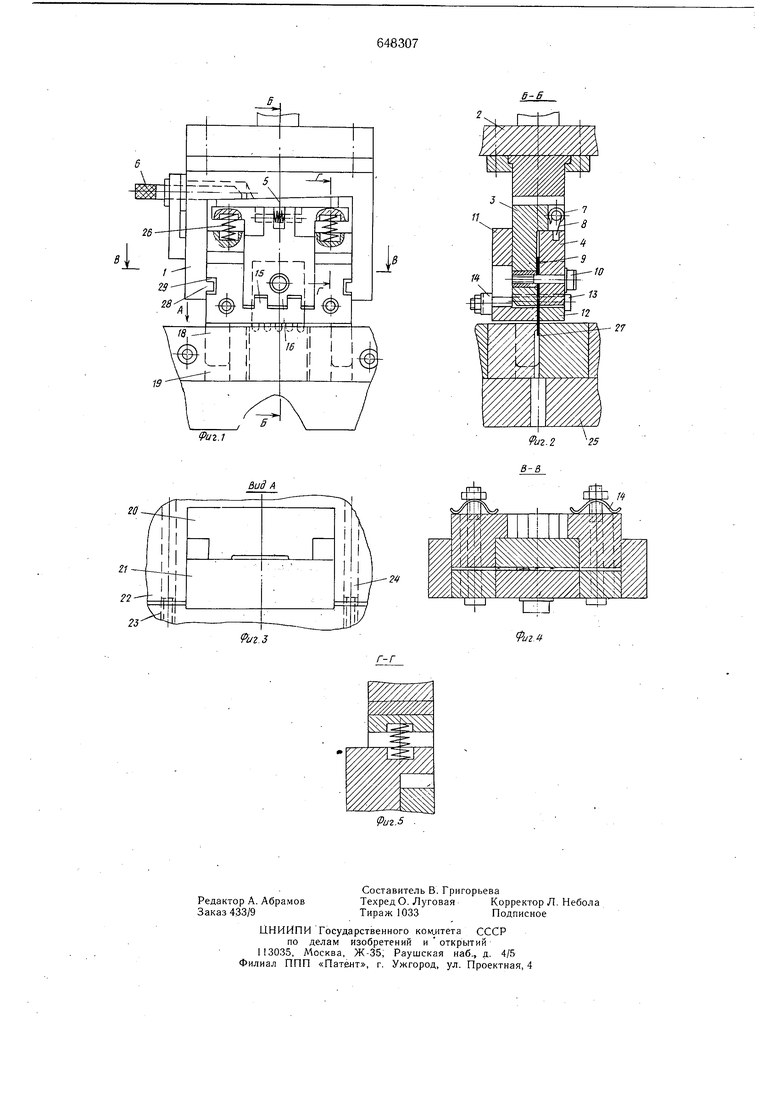
Описываемый штамп изображен.на чертсже.
На фиг. 1 - общий ВИД описываемого штампа; на фиг. 2 -разрез Б-Б; на фиг. 3- вид по стрелке .Л; на фиг. 4 - разрез Б-В; на фиг. 5 - разрез Г-Г.
Описываемый штамп Для пробивки прямоугольных отверстий содержит раму I, закрепленную к верхней плите 2, составной пуансонодержатель, состоящий из двух частей 3 -И 4, опирающийся на клин 5 с регулирующим винтом 6.
Одна часть пуансонодержателя 4 закреплена на оси 7, .на которой надета пружина 8.
Между частями пуансонодержателя 3 и 4 установлен пуансон 9, выполненный в виде пластины с выступами и впадинами, причем . длина выступа равна длине пробиваемого отверстия, а длина впадины равна шагу пробиваемых отверстий по ширине пробиваемого металла. Пуансон 9 в пуансонодержателе 3, 4 закреплен винтами 10, а прижим-съёмник,состояш,ий из частей II - 12 вставлен в раму I и скреплен винтами 13, одна часть . 11 прижима-съемника подпружинена пружинами 14. Н стороне прижима-съемника 11 -12, обраш,енной к пуансонодержателю с чередуюшимися впадинами 15 и выступами 16, выполнены выступы 17, входяш,ие во впадины 15. На стороне прижима-съемника, обрашенной к матрице, выполнены выступы 18, направляемые в отверстиях 19 матрицы, состоящей из частей 20, 21 и имеющей щель, равную длине одновременно всех пробиваем.ых отверстий и расположенную поперек направления подающего материала. Матрица вставлена в составной матрицедержатель, части которого 22, 23 скреплены винтами 24 и закреплены на плите 25. Пуансонодержатель подпружинен пружинами 26 и ориентирован в направлении прижима-съемника, который в свою очередь, ориентирован по отношению к раме 1. Плоскость разъема матрицы проходит через режущую кромку 27 пуансона 9, имеющую большую длину. Рама 1 выполнена с ограничительными упорами 28, размещенными в пазах 29 прижима-съемника 11 -12. Работа предлагаемого штампа для пробивки прямоугольных отверстий осуществляется следующим образом. Заготовка в виде, например, ленты из нержавеющей стали подается на плоскость матрицы 20, 21. При ходе ползуна пресса вниз плита 2 с закрепленной на ней рамой 1, со вставленным в нее прижимом-съемником 11, 12 и пуансонодержателем 3, 4 с установленным в него пуансоном 9 продвигается вниз, при этом выступы 18 прижима-съемника Л 1 -12 все время находятся в отверстиях 19 матрицы 20, 21, а верхние выступы 17 - во впадинах 15 пуансонодержателя 3, -4. Прижим-съемник 11, 12 прижимает заготовку к плоскости матрицы 20, 21, а пуансон пробивает отверстия. При ходе ползуна пресса вверх прижим-съемник II, 12 снимает с пуансона 9 пробитую ленту, и при дальнейшем ходе ползуна опускается на ход, ограниченный пазами 29,контактирующими своими поверхностями с упорами 28 рамы 1 под действием пружин 26. Затем цикл повторяется. Для быстросменной замены пуансона 9 выкручивают винт 10 и часть пуансонодержателя 4 под действием пружины 8 поворачивается на оси 7, освобождая при этом пуансон 9 для его замены. Формула изобретения 1.Штамп для пробивки щелевидных отверстий, содержащий подвижную плиту, несущую пуансонодержатель с пуансонами в виде пластин, раму, направляющую прижимсъемник, подпружиненный относительно подвижной плиты, и неподвижную плиту, несущую составную матрицу с плоскостью разъема, проходящей через режущую кромку пуансона, имеющую больщую длину, отличающийся тем, что, с целью повышения стойкости шта1мпа и качества обрабатываемых изделий, прижим-съемник выполнен с выступами на поверхностях,обращенных к матрице и к пуансонодержателю, пуансонодержатель выполнен с чередующимися выступами и впадинами, и в последних размещены соответствующие выступы съемника, а матрица выполнена с отверстиями, направляющими соответствующие выступы съемника и ограниченные с одной из сторон поверхностью, лежащей в плоскости разъема матрицы. 2.Штамп по п. 1,. отличающийся тем, что, с целью упрощения переналадкиujTaMпа, пуансонодержатель выполнен составным, по меньшей мере, из двух частей с плоскостью разъема, совпадающей с плоскостью разъема матрицы. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 404531, кл. В 21 D 28/14, 1971.
19
Ригл
Вид А
20
Й/г.5
б-Б
fu2.4
