Изобретение относится к области обработки металлов давлением, а именно к штампам для пробивки одного или группы отверстий малых размеров в деталях (заготовках).
Известен штамп для пробивки отверстий, содержащий верхнюю плиту, пуансонодержатель, съемник, один или группу пуансонов в виде стержня с фланцем, поддерживаемых контактирующими с ними деталями штампа и имеющих свободную часть протяженностью, не превышающей двух диаметров отверстия в обрабатываемой детали, нижнюю плиту с матрицей (SU 102479A, 05.04.54).
Недостатком штампа является то, что поддержка пуансона при пробивке в данном штампе является недостаточной, что может привести к поломке пуансона.
Наиболее близким к изобретению является штамп для пробивки отверстий, содержащий верхнюю плиту, пуансонодержатель, съемник, один или группу пуансонов в виде стержня с фланцем, поддерживаемых контактирующими с ними деталями штампа и имеющих свободную часть протяженностью, не превышающей двух диаметров отверстия в обрабатываемой детали, нижнюю плиту с матрицей, отличающийся тем, что рабочая часть пуансона имеет форму усеченного конуса, угол которого равен углу конуса матрицы, меньшие основания конусов матрицы и пуансона обращены навстречу друг другу, зазор между матрицей и пуансоном выбран соответствующим максимальному зазору, определяемому материалом обрабатываемой детали и его толщиной, с возможностью сохранения своего значения при последующих переточках за счет шлифовки матрицы и пуансона на одинаковую величину, при этом размер меньшего основания усеченного конуса выбран соответствующим меньшему размеру отверстия в обрабатываемой детали.
Штамп по п. 1 отличается тем, что пуансон, имеющий угол конуса рабочей части выше 2, смонтирован с возможностью расположения торца в момент окончания пробивки выше рабочего торца матрицы.
Штамп по п. 1 отличается тем, что между съемником и пуансонодержателем дополнительно установлен полый цилиндр, контактирующий своей внутренней поверхностью с пуансоном и имеющий по высоте винтовую канавку глубиной на всю толщину стенки цилиндра.
Штамп по п.1 отличается тем, что съемник выполнен составным в виде двух планок с возможностью поворота относительно сферической поверхности фланца направляющей втулки, установленной с зазором между планками и контактирующей внутренней поверхностью с пуансоном.
Штамп по п. 1 отличается тем, что пуансон, контактирующий с внутренней поверхностью отверстия съемника, выполнен с зазором в отверстии подпружиненного пуансонодержателя, смонтированного с возможностью поворота относительно сферической поверхности фланца пуансона.
Штамп по п. 1 отличается тем, что между пуансонодержателем и пуансоном установлена втулка в виде стакана с фланцем в верхней своей части, контактирующего своей наружной поверхностью с отверстием пуансонодержателя или съемника, а также подпружиненного и установленного с зазором соответственно в съемнике или пуансонодержателе с возможностью осевого перемещения, а пуансон расположен в ступенчатом отверстии стакана с возможностью осевого перемещения относительно последнего (RU 2129930, В 21 D 28/26, 10.05.99).
Недостатками штампа является то, что поддержка пуансона при пробивке в данном штампе является недостаточной, что может привести к поломке пуансона, а после перезаточки пуансона и матрицы невозможно получить отверстия постоянных размеров.
Технический результат предлагаемого изобретения - повышение стойкости пуансона, получение возможности пробивки материалов большей толщины, чем в обычных штампах, возможность пробивки отверстий сверх малого диаметра, при высоком качестве отверстий и выдержке межосевых координат.
Для достижения технического результата по первому варианту в штампе для пробивки отверстий, содержащем верхнюю плиту, пуансонодержатель, съемник, пуансон, нижнюю плиту с матрицей, применяют верхнюю вставку с секторными выступами, направленными в сторону нижней вставки с секторными выступами, направленными в сторону верхней вставки и имеющими радиусное смещение относительно секторных выступов верхней вставки, при этом секторные выступы верхней и нижней вставок перекрывают друг друга с чередованием в продольном направлении, секторные выступы верхней вставки расположены в пространстве между секторными выступами нижней вставки с возможностью продольного перемещения, и соответственно секторные выступы нижней вставки расположены в пространстве между секторными выступами верхней вставки с возможностью продольного перемещения, секторные выступы верхней и нижней вставок образуют внутреннее продольное пространство, в котором расположен пуансон, контактирующий с направляющими секторными выступами верхней и нижней вставок и другими внутренними поверхностями верхней и нижней вставок.
Для достижения технического результата по второму варианту в штампе для пробивки отверстий, содержащем верхнюю плиту, пуансонодержатель, съемник, пуансон, нижнюю плиту с матрицей, применяют верхнюю вставку с секторными выступами, направленными в сторону нижней вставки с секторными выступами, направленными в сторону верхней вставки и имеющими радиусное смещение относительно секторных выступов верхней вставки, при этом секторные выступы верхней и нижней вставок перекрывают друг друга в продольном направлении и образуют внутреннее продольное пространство, в котором расположен пуансон, постоянно контактирующий с направляющими секторными выступами верхней и нижней вставок и другими внутренними поверхностями верхней и нижней вставок, а суммарная длина секторного выступа верхней вставки и секторного выступа нижней вставки, перекрывающих друг друга в продольном направлении, больше длины той части пуансона, которая контактирует с секторными выступами верхней и нижней вставок в статичном положении.
На фиг.1 изображен штамп для пробивки отверстий.
На фиг.2 - секторные выступы верхней вставки и секторные выступы нижней вставки в разрезе, образующие группу из четырех частей.
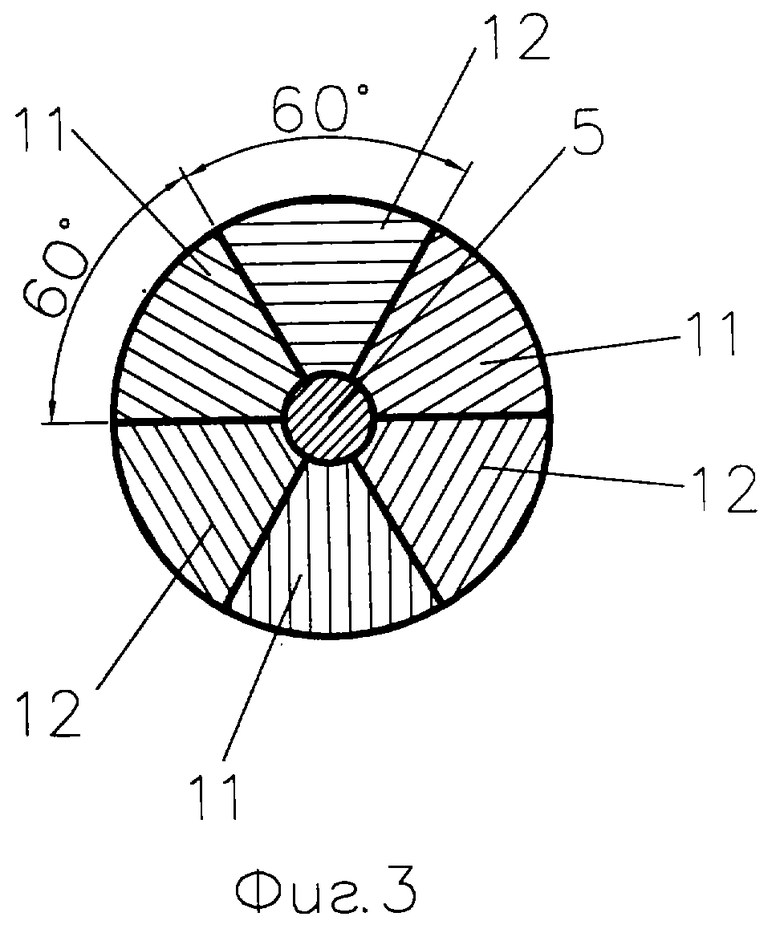
На фиг.3 - секторные выступы верхней вставки и секторные выступы нижней вставки в разрезе, образующие группу из шести частей.
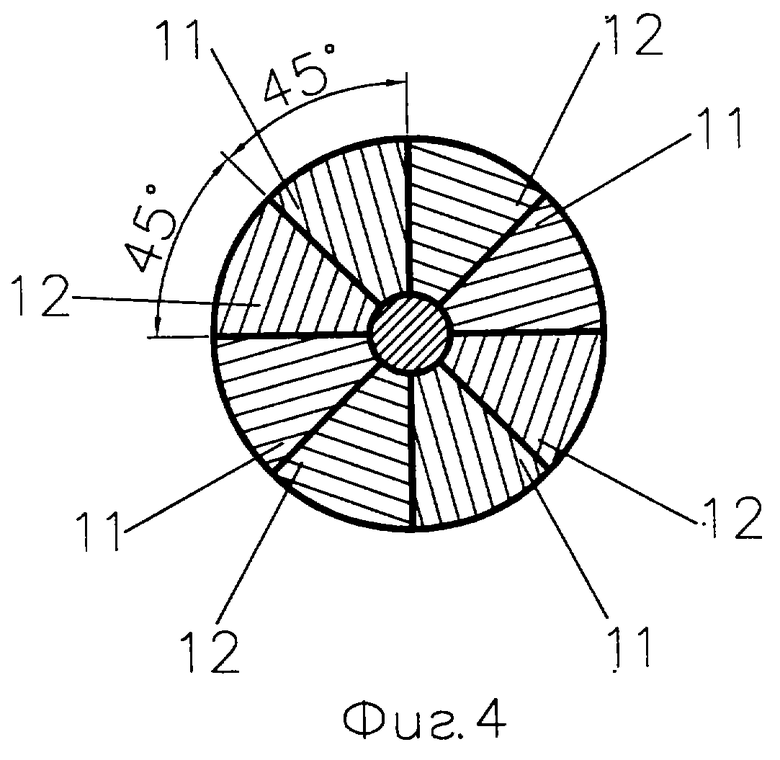
На фиг.4 - секторные выступы верхней вставки и секторные выступы нижней вставки в разрезе, образующие группу из восьми частей.
Показанный на фиг.1 штамп для пробивки отверстий содержит верхнюю плиту 1, пуансонодержатель 2, подкладную плиту 3, верхнюю вставку 4 в пуансонодержателе 2, пуансон 5 в верхней вставке 4, съемник 6, состоящий из двух планок, нижнюю вставку 7 в съемнике 6, матрицу 8, вставку 9 матрицы 8, нижнюю плиту 10, секторный выступ 11 верхней вставки 4, секторный выступ 12 нижней вставки 7.
Штамп работает следующим образом. При подаче заготовки в рабочую зону штампа съемник 6 выполняет функцию прижима и прижимает заготовку к матрице 8. Верхняя плита 1 с пуансонодержателем 2 и пуансоном 5 перемещается в сторону заготовки, происходит пробивание заготовки, после чего верхняя плита 1 с пуансонодержателем 2 и пуансоном 5 возвращается в исходное положение, до подачи заготовки в рабочую зону штампа, съемник 6 выполнив функцию пуансона 5, от заготовки также возвращается в исходное положение.
Отличительной чертой данного штампа является то, что в пуансонодержателе 2 расположена верхняя вставка 4, во внутренней полости которой установлен и закреплен пуансон 5, вставка 4 имеет три секторных выступа 11, выполняющих функцию направляющих для пуансона 5, расположенных с радиусным смещением 120o относительно друг друга - фиг.3, перекрывающих расстояние от пуансонодержателя 2 до съемника 6 и частично расположенных в съемнике 6, при нахождении верхней плиты 1 с пуансонодержателем 2 в исходное положение - фиг.1 Находящаяся в съемнике 6 нижняя вставка 7 так же имеет три секторных выступа 12 в качестве направляющих для пуансона 5, расположенных с радиусным смещением 120o относительно друг друга - фиг.3. Верхняя вставка 4 и нижняя вставка 7 имеют радиусное смещение 60o относительно друг друга, так как секторные выступы 11 и 12 верхней и нижней вставок 4 и 7 перекрывают друг друга в продольном направлении и образуют внутреннее продольное пространство, в котором расположен пуансон 5, контактирующий с секторными выступами 11 и 12 верхней и нижней вставок 4 и 7, и другими внутренними поверхностями верхней и нижней вставок 4 и 7.
Суммарная длина секторного выступа 11 верхней вставки 4 и секторного выступа 12 нижней вставки 7, перекрывающих друг друга в продольном направлении, больше длины той части пуансона 5, которая контактирует с секторными выступами 11 и 12 верхней и нижней вставок 4 и 7, находясь в статичном положении.
Секторные выступы 11 и 12 имеют внутреннюю поверхность, которая соответствует конфигурации поверхности пуансона 5, и в любой точке рабочего цикла пуансон 5 постоянно имеет поддержку в средней части со стороны шести секторных выступов 11 и 12, расположенных вокруг пуансона 5, что существенно повышает стойкость пуансона 5 и дает возможность пробивать отверстия сверх малого диаметра - 0,1-0,5 мм, чего нельзя добиться другими штампами. В заявляемом штампе у пуансона 5 по всей длине отсутствует возможность продольного прогиба. Такая конструкция штампа дает возможность пробивать отверстия в заготовке, у которой толщина материала является 1:1 относительно диаметра пуансона 5, толщина материала может быть даже больше диаметра пуансона 5, тогда как в обычных штампах толщина листового материала заготовки должна иметь величину в два и более раза меньше величины диаметра пуансона 5, то есть другими штампами можно пробивать только более тонкий материал.
На фиг. 2, 3, 4 показаны варианты сочетаний секторных выступов 11 и 12 верхней и нижней вставок 4 и 7, количество секторных выступов 11 и 12 может быть другим.
Секторные выступы 11 и 12 могут плотно контактировать боковыми поверхностями между собой во время цикла работы, так же возможно применение секторных выступов 11 и 12, между боковыми поверхностями которых есть зазор.
Внешняя поверхность секторных выступов 11 и 12 имеет конфигурацию части окружности (у каждого), но в других штампах возможно применение другой конфигурации внешней поверхности секторных выступов 11 и 12.
Верхняя вставка 4 и нижняя вставка 7 с секторными выступами 11 и 12 выполнены составными из фрагментарных деталей. Устройство верхней вставки 4 с секторными выступами 11 может быть моноблочным, так же как и устройство нижней вставки 7 с секторными выступами 12, но это несколько затруднит исполнение устройств.
Заявленный штамп применяется для изготовления деталей электронно-оптических систем и обеспечивает эксцентриситет в деталях электронно-оптических систем с точностью, равной 0,0001, при этом обеспечивает качество отверстий с выдержкой межосевых координат, позволяет получать диаметр отверстия меньше толщины материала, в котором его пробивают. Штамп может применяться при изготовлении деталей часовых механизмов и для изготовления других прецизионных деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ЛАРИНА ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ | 1995 |
|
RU2129930C1 |
| Штамп для обработки деталей типа конических чаш | 1980 |
|
SU902923A1 |
| Штамп для пробивки щелевидных отверстий | 1976 |
|
SU648307A1 |
| Штамп для пробивки отверстий в листовых деталях | 1973 |
|
SU471928A1 |
| Штамп для пробивки и зачистки отверстий | 1982 |
|
SU1144747A1 |
| Устройство для штамповки листового материала | 1990 |
|
SU1784360A1 |
| Универсальный штамп для пробивки ряда отверстий | 1991 |
|
SU1796320A1 |
| РАЗДЕЛИТЕЛЬНЫЙ ШТАМП | 1991 |
|
RU2018392C1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Штамп для выдавливания | 1987 |
|
SU1600898A1 |

Изобретение относится к области обработки металлов давлением, а именно к штампам для пробивки отверстий. Штамп для пробивки отверстий содержит верхнюю плиту, пуансонодержатель, съемник, пуансон, нижнюю плиту с матрицей. Дополнительно штамп содержит верхнюю вставку с секторными выступами, направленными в сторону нижней вставки с секторными выступами, направленными в сторону верхней вставки. Секторные выступы нижней вставки имеют радиусное смещение относительно секторных выступов верхней вставки. Секторные выступы обеих вставок перекрывают друг друга с чередованием в продольном направлении и образуют затвор с внутренней продольной полостью. Во внутренней полости расположен пуансон, постоянно контактирующий с направляющими секторными выступами верхней и нижней вставок и другими внутренними поверхностями верхней и нижней вставок. В результате обеспечивается повышение стойкости пуансона и возможность пробивки отверстий сверх малых размеров. 2 с. и 1 з.п.ф-лы, 4 ил.
| ШТАМП ЛАРИНА ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ | 1995 |
|
RU2129930C1 |
| Многопуансонный штамп для пробивки отверстий в листовом материале | 1974 |
|
SU496076A1 |
| RU 95100854 А1, 10.12.1996 | |||
| Прибор для исследования механических свойств электропроводных материалов | 1990 |
|
SU1777041A1 |
| DE 1957011, 30.11.1975. | |||

