1
Изобретение относится к штампам для холодной листовой штамповки.
Известный штамп содержит пробивной пуансон и охватывающий его прижим детали. Однако он не обеспечивает высокого качества поверхности деталей.
В предлагаемом штампе для чистовой пробивки отверстий, с целью повышения качества поверхности деталей, часть торца пуансона, прилегающая в его режущей кромке, выполнена с зубьями, имеющими ребра, расположенные радиальяо, и боковые поверхности, наклоненные к оси пуансона.
Для усиления поднайма металла и увеличения давления прижима при .пробивке круглых отверстий боковые поверхности пуансона и прижима выполнены со спиралевидными взаимодействующими между собой пазами, и выступами.
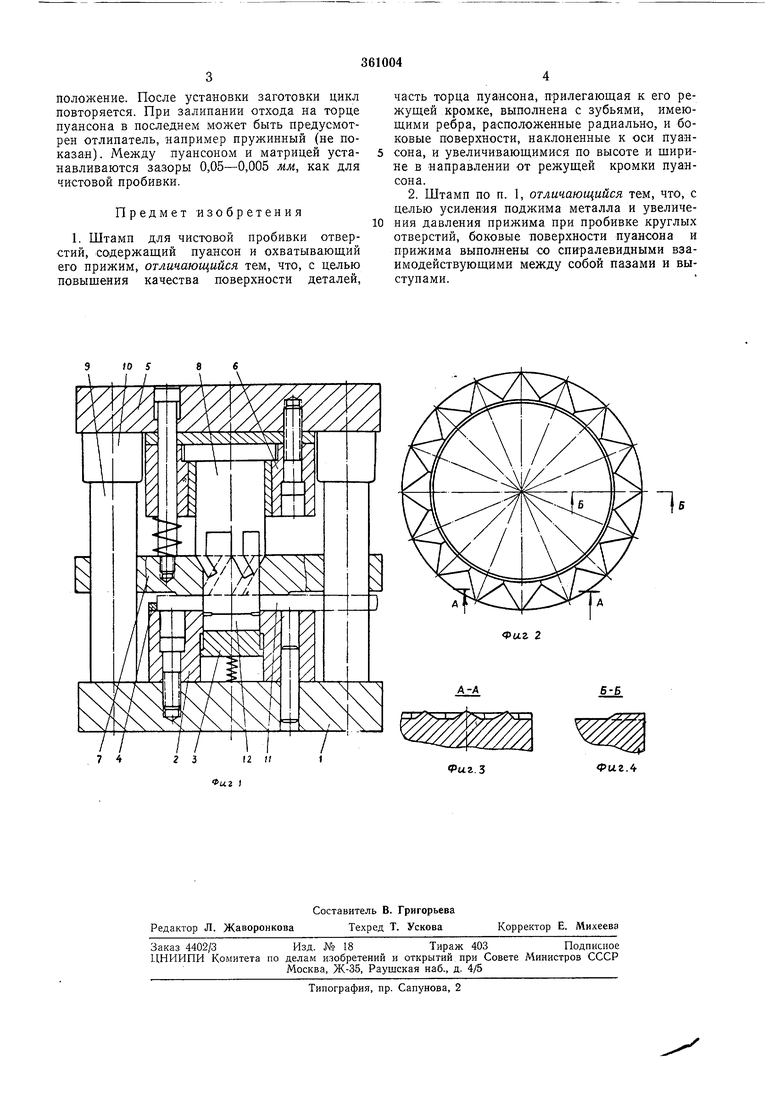
На фиг. 1 изображен описываемый щтамп, продольный разрез; на фиг. 2 - вид на торец пуансона; на фиг. 3 - сечение по А-А на фиг. 2; на фиг. 4 -сечение по Б-Б на фиг. 2.
На пиЖНей плите 1 (фиг. 1) щтамла установлена матрица 2 и выталкиватель 3, а на матрице - фиксаторы 4 заготовки. К верхней плите 5 прикреплены пуансоиодержатель 6 и прижим 7. В пуансонодержателе установлен пуансон 8. На боковой поверхности пуансона выполнены спиралевидные выступы, взаимодействующие со спиралевидными пазами на прижиме. На рабочем торце пуансона (фиг. 2, 3 и 4) имеются зубья, боковые поверхности зубьев наклонены к оси пуансона. Нижняя и
вер.хняя плиты соединены колонками 9 и втулками 10. В заготовке // пробивается отверстие и получается отход 12.
Работает штамп следующим образом. При ходе ползуна пресса вниз прижим прил имает
заготовку к матрице. Пуансон, дойдя до заготовки, внедряется в нее торцевыми зубьями, наклонные боковые поверхности зубьев обеспечивают поджим металла заготовки к зазору и тем самым создают объемное сжимающее напряжение в зоне реза, что предотвращает образование трещин и создает условие чистовой пробивки. При некотором внедрении пуансона в заготовку, например на 2 мм, выступы пуансона приходят в соприкосновение
с пазами па прижиме. Это приводит к повороту пуансона во время дальнейшего его опускания, например, на 2-3°, что увеличивает интенсивность поджатия .металла заготовки зубьями пуансона. Одновременно пуансон надавливает на пазы , прижимает его к заготовке, что увеличивает общее усилие прижима.
При ходе ползуна пресса вверх заготовка снимается с пуансона, отход выталкивается из
матрицы, пуансон поворачивается в исходное
положение. После установки заготовки цикл повторяется. При залипании отхода на торце пуансона в последнем может быть предусмотрен отлипатель, например пружинный (не показан). Между .пуансоном и матрицей устанавливаются зазоры 0,05--0,005 мм, как для чистовой пробивки.
Предмет изобретения
1. Штамп для чистовой пробивки отверстий, содержащий пуансон и охватывающий его прижим, отличающийся тем, что, с целью повышения качества поверхности деталей.
часть торца пуа-нсона, прилегающая к его режущей кромке, выполнена с зубьями, имеющими ребра, расположенные радиально, и боковые поверхности, наклоненные к оси пуансона, и увеличивающимися по высоте и ширине в направлении от режущей кромки пуансона.
2. Штамп по п. 1, отличающийся тем, что, с целью усиления поджима металла и увеличения давления прижима при пробивке круглых отверстий, боковые поверхности пуансона и прижима выполнены со спиралевидными взаимодействующими между собой пазами и выступами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| Штамп совмещенного действия для вырубки деталей из неметаллических материалов и пробивки в них отверстий | 1980 |
|
SU929279A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2294809C1 |
| Штамп для пробивки щелевидных отверстий | 1976 |
|
SU648307A1 |
| Штамп для вырубки деталей из металлической заготовки или пробивки отверстий | 1981 |
|
SU1032994A3 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
| Штамп для обработки деталей из листового материала | 1989 |
|
SU1676715A1 |
| Штамп для вытяжки и обрезки | 1990 |
|
SU1784351A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
