(54) СПОСОВ СОЕДИНЕНИЯ ДВУХ ЭЛЕМЕНТОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления мембранных трубных панелей | 1973 |
|
SU616107A1 |
| СПОСОБ ПАЙКИ ПЛАСТИН С ОТВЕРСТИЕМ К ДЕТАЛЯМ ТРУБЧАТОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2796904C1 |
| МЕЖСЛОЙНОЕ СОЕДИНЕНИЕ В ПЕЧАТНЫХ ПЛАТАХ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2009 |
|
RU2439866C2 |
| Установка для стыковой индукционной сварки трубчатых изделий | 1989 |
|
SU1673346A1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ИЗ УГЛЕРОДНОГО МАТЕРИАЛА ПАЙКОЙ ТУГОПЛАВКИМ ПРИПОЕМ | 2009 |
|
RU2480434C2 |
| ГИБКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ И СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИСТИВНОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА ДЛЯ НЕГО | 2007 |
|
RU2321973C1 |
| Устройство для сборки и сварки трубных панелей из змеевиков | 1979 |
|
SU859094A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2010 |
|
RU2438842C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОПЛЕНОЧНОГО ДАТЧИКА ДАВЛЕНИЯ | 2012 |
|
RU2489693C1 |
| Способ изготовления профильных изделий с продольной перфорацией | 1985 |
|
SU1274794A1 |

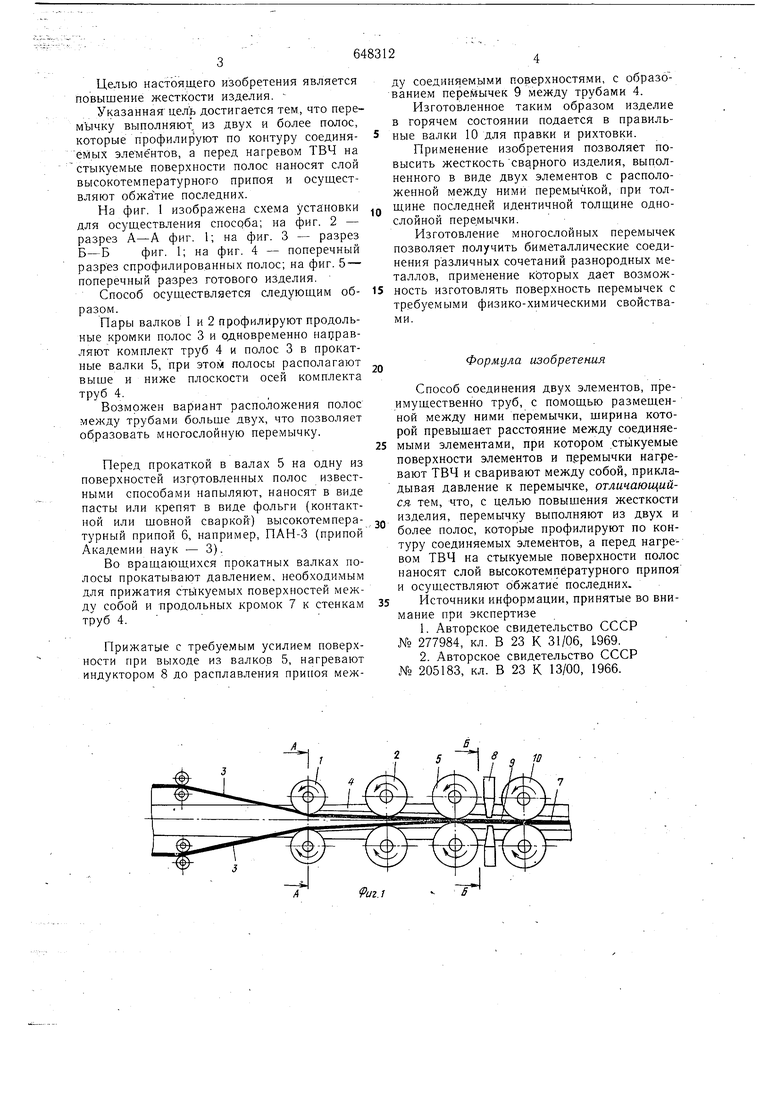
Изобретение относитсяк области производства сварных изделий и может быть использовано в котлостроении для изготовления мембранных трубных панелей. В настоящее время в отечественном котлостроении применяют мембранные трубные панели в качестве конвентивных и ширмовых поверхностей нагрева, а также для создания газоплотных стенок паровых котлов. Каждая мембранная панель состоит из труб с перемычкой между ними. Неразъемные соединения получают электродуговой,. электрошлаковой, контактной или сваркой с применением токов высокой частоты. Известен способ изготовления сварных трубчатых панелей, при котором соединяют трубы и расположенные между ними перемычки непрерывными продольными швами, выполненными ВЧ сваркой. В процессе сварки перемычку прокатывают давлением, необходимым для обеспечения прижатия торцов перемычки к стенкам труб с требуемым для осадки усилием 1. Однако, такой способ характеризуется низкой производительностью и трудоемкостью вспомогательных операций: отсут ;твием возможности получения панели требуемой ширины (1,5-2,6 м) за один прием; необходимостью расчленения панели на двух-трехтрубные элементы с последуюпдей сборкой их и автосваркой, что вызывает трудность в соблюдении геометрических размеров изделия и требует наличия больших производственных площадей; зависимостью качества панелей от геометрических размеров исходных материалов (труб и проставок) и от точности направления источника тепловой энергии при сварке. Наиболее близким решением к описываемому изобретению является способ соединения двух элементов с помощью размещенной между ними перемычки, ширина которой превышает расстояние между соединяемыми элементами, при котором стыкуемые поверхности элементов и перемычки нагревают т оками высокой частоты (ТВЧ) и сваривают между собой, прикладывая давление к перемычке 2. Недостатком указанного способа является то, что полученное изделие не обладает достаточной жесткостью из.-за малой площади стыкуемых поверхностей. Целью настоящего изобретения является повышение жесткости изделия. Указаннаяцель достигается тем, что перемычку выполняют, из двух и более полос, которые профилируют по контуру соединяемых элe vIёнтoв, а перед нагревом ТВЧ на стыкуемые поверхности полос наносят слой высокотемпературного припоя и осуществляют обжатие последних. На фиг. 1 изображена схема установки для осуществления способа; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - разрез Б-Б фиг. 1; на фиг. 4 - поперечный разрез спрофилированных полос; на фиг. 5 - поперечный разрез готового изделия. Способ осуществляется следующим образом. Пары валков 1 и 2 профилируют продольные кромки полос 3 и одновременно нацравляют комплект труб 4 и полос 3 в прокатные валки 5, при этом полосы располагают выще и ниже плоскости осей комплекта комплекта труб 4. Возможен вариант расположения полос между трубами больше двух, что позволяет образовать многослойную перемычку. Перед прокаткой в валах 5 на одну из поверхностей изготовленных полос известными способами напыляют, наносят в виде пасты или крепят в виде фольги (контактной или шовной сваркой) высокотемпературный припой 6, например, ПАН-3 (припой „,,ч О пАГ О /-ч Академии наук - 3). Во вращающихся прокатных валках полосы прокатывают давлением, необходимым для прижатия стыкуемых поверхностей между собой и продольных кромок 7 к стенкам труб 4. Прижатые с требуе.мым усилием поверхности при выходе из валков 5, нагревают индуктором 8 до расплавления припоя межW
9иг.1 ду соединяемыми поверхностями, с образованием перемычек 9 между трубами 4. Изготовленное таким образом изделие в горячем состоянии подается в правильные валки 10 для правки и рихтовки. Применение изобретения позволяет повысить жесткостьсварного изделия, выполненного в виде двух элементов с расположенной между ними перемычкой, при толщине последней идентичной толщине однослойной пере,мычки. Изготовление многослойных перемычек позволяет получить биметаллические соединения различных сочетаний разнородных металлов, применение которых дает возможность изготовлять поверхность перемычек с требуемыми физико-химическими свойствами. Формула изобретения Способ соединения двух элементов, преимущественно труб, с помощью размещенной между ними перемычки, ширина которой превыщает расстояние между соединяемыми элементами, при котором сть1куемые поверхности элементов и п,еремычки нагревают ТВЧ и сваривают между собой, прикладывая давление к перемычке, отличающийся тем, что, с целью повышения жесткости изделия, перемычку выполняют из двух и более полос, которые профилируют по конf rv пал пг ..o ппг /4чтл ттгл nizir T пг tf туру соединяемых элементов, а перед нагревом ТВЧ на стыкуемые поверхности полос наносят слой высокотемпературного припоя и осуществляют обжатие последних. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 277984, кл. В 23 К 31/06, L969. 2.Авторское свидетельство СССР № 205183, кл. В 23 К 13/00, 1966.
1 3
иг.2
иг.З
Э 6
.Л,.1
Т
Ри-2.5
