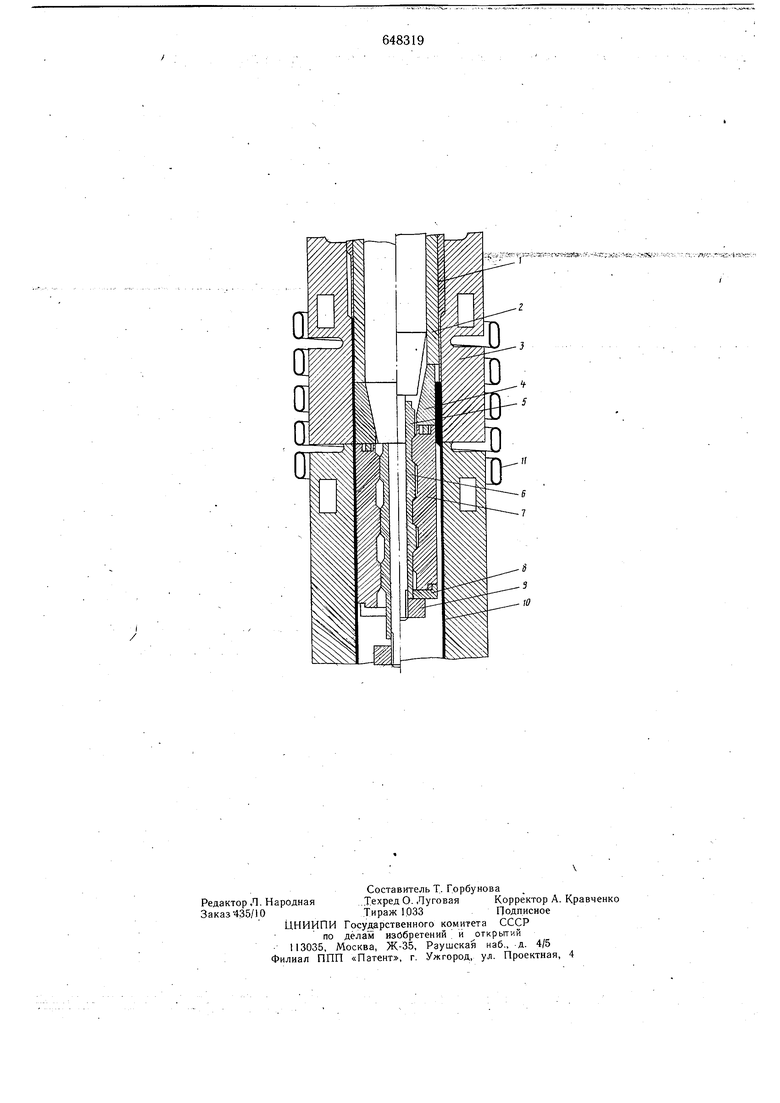
Изобретение относится к кузнечно-прессовому оборудованию и может быть использовано для получения утолщений высадкой на тонкостенных трубах. Известно устройство для высадки тонкостенной трубы во внутреннюю полость, содержащее матрицу, установленные по ее оси пуансон, приводной щток, охватывающую его сборную оправку, образующую с внутренней поверхностью матрицы полость для утолщения трубы, и зажимной механизм 1. Цель изобретения - упростить установку и съем длинномерной трубы. Это достигается тем, что зажимной механизм смонтирован на выступающей из оправ.ки части щтока и выполнен в виде профильных секторных вкладышей, размещенной в них с возможностью относительного перемещения кулачковой втулки с наружным профилем, соответствующим профилю вкладыщей, шайбы с буртом, ограничивающим их радиальное перемещение, и улорной гайки взаимодействующей с кулачковой втулкой. На чертеже изображено устройство, общий вид. Устройство содержит трубчатый пуансон 1, установленный на торец деформируемой заготовки, и оправку 2, расположенную в отверстии матрицы 3 и образующую с секторами противодавления 4 сборную оправку, расположенную на штоке 5, проходящем, вдоль оси отверстия матрицы 3 и имеющем конусную часть. Секторы противодавления 4 образуют с отверстием матрицы 3 полость под утолщение. На щтоке последовательно со сборной оправкой размещен зажимной механизм, включающий в себя кулачковую втулку 6, установленную на штоке 5 и размещенные на ней секторные вкладыши 7, внутренняя поверхность которых выполнена .соответственно наружной поверхности кулачковой втулки 6. На торце секторных вкладышей 7 зажимного механизма, противоположном сборной оправке, установлена шайба 8, бурт которой ограничивает радиальное перемещение секторных вкладышей7. Гайка 9 расположена на конце штока 5 и служит .упором при извлечении механизма из полости утолшенной трубы 10.
В исходном положении устройства выступы кулачковой втулки 6 входят в сопрягаемые пазы секторных вкладышей 7 зажимного механизма. Устройство снабжено индуктором 11 для нагрева зоны деформации, что значительно снижает необходимое усил,ие деформирования и повышает пластичность обрабатываемого материала.
Работа устройства осуществляется следующим образом.
Трубную заготовку 10 устанавливают в матрицу 3, в полость трубы вставляют в собранном состоянии оправку, при этом выступы кулачковой, втулки 6 входят во впадины секторов зажима 7, а сами секторы опираются через шайбу 8 на гайку 9, закрепленную на штоке.
После этого конусной частью штока 5 раздвигают секторы противодавления 4, а торцовой частью штока 5 перемещают кулачковую втулку 6 до тех пор, пока секторные вкладыши зажимного устройства 7 прижмут заготовку к матрице 3.
На торцовую поверхность заготовки 10 устанавливают трубчатый пуансон 1. При достижении заданной температуры в зоне деформации приложением усилия к пуансону производят высадку конца трубы.
Образованное утолщение сдвигает сектора противодавления 4 в радиальном направлении,которые в свою очередь перемещают конусный шток 5, создающий противодавление, стабилизирующее устойчивость утолщаемого участка трубной заготовки.
При завершении процесса- утолщения конца трубы шток 5 перемещают в направ лении, противоположном движению пуансона 1, при этом перемещается кулачковая втулка 6 за счет упора в гайку 9, закрепленную на штоке 5. При упоре гайки 9 в шайбу 8 выступы кулачковой втулки 6 располагаются напротив соответствующих впадин секторных вкладышей зажима 7. При
дальнейшем совместном движении штока 5, гайки 9, шайбы 8, секторных вкладышей 7 зажима, втулки 6, секторов противодавления 4 и оправки 2 выступы секторных вкладышей
зажима 7 попадают во вп.адины кулачковой втулки 6 и отходят от внутреннего диаметра заготовки трубы. При этом наружный диаметр секторных вкладышей зажима 7 становится меньше внутреннего диаметра утолщенной части трубы, что и обеспечивает извлечение собранной оправки из внутренней полости трубы, а затем извлекается трубная заготовка с утолщенным концом из матрицы 3.
При необходимости утолщения другого
конца трубы необработанный конец трубы следует установить на зажимное устройство, зажать трубу и повторить все операции.
Формула изобретения
Устройство для высадки тонкостенной трубы во внутреннюю полость, содержащее матрицу, установленные по ее оси пуансон, приводной шток, охватывающую его сборную оправку, образующую с внутренней поверхностью матрицы полость для утолщения трубы и зажимной механизм, отличающееся тем, что, с целью упрощения установки и съема длинномерной трубы, зажимной механизм смонтирован на выступающей из оправки части штока и выполнен в виде профильных секторных вкладышей, размещенной в них с возможностью относительного перемещения кулачковой втулки с наружным профилем, соответствующим профилю вкладышей, шайбы с буртом, ограничивающим 5 их радиальное перемещение, и упорной гайки, взаимодействующей с кулачковой втулкой.
Источники информации, принятые во внимание при экспертизе
I 1. Авторское свидетельство СССР № 447200, кл. В 21 D 4.1/04, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для высадки | 1981 |
|
SU1009588A2 |
| Устройство для высадки концевых утолщений на трубах | 1983 |
|
SU1094663A1 |
| Устройство для высадки | 1981 |
|
SU1113198A2 |
| Устройство для утолщения труб по внутреннему диаметру | 1983 |
|
SU1131583A1 |
| Устройство для получения труб с утолщениями | 1982 |
|
SU1058693A1 |
| Устройство для утолщения концов тонкостенных труб | 1972 |
|
SU447200A1 |
| Устройство для утолщения труб | 1980 |
|
SU963667A1 |
| Установка для высадки | 1977 |
|
SU733835A1 |
| Способ получения труб с концевыми утолщениями | 1982 |
|
SU1058676A1 |
| Штамп для высадки утолщений на концах труб | 1980 |
|
SU984603A1 |