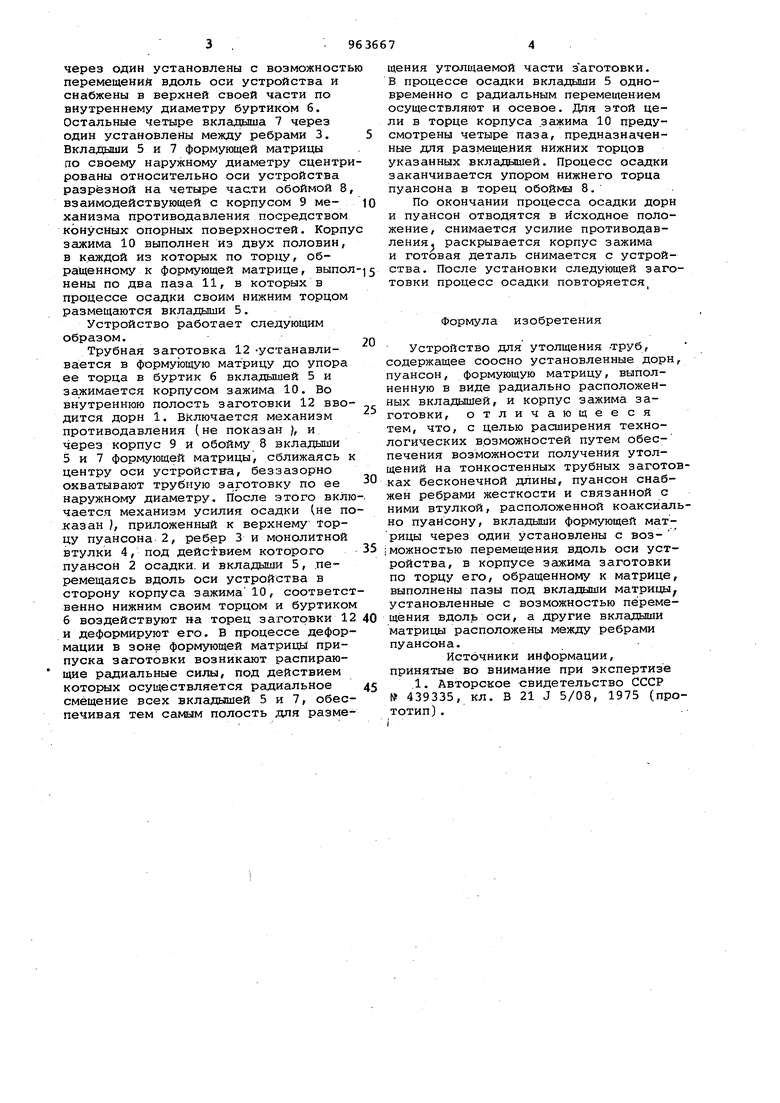
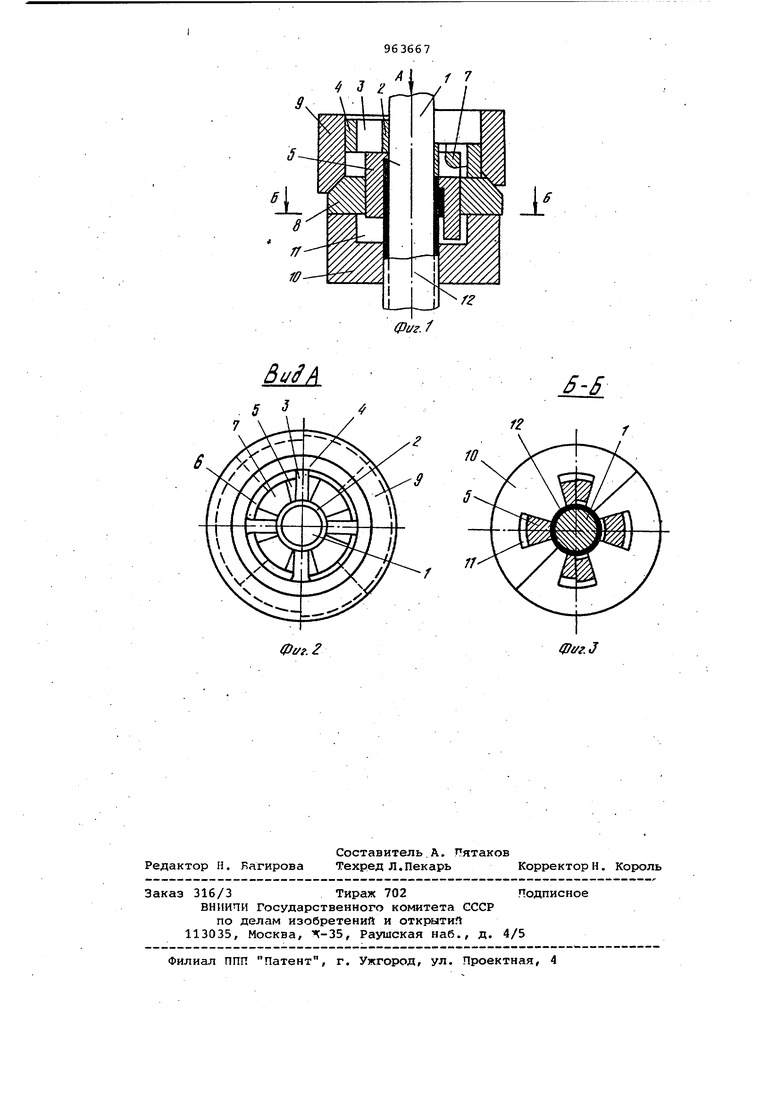
(54) УСТРОЙСТВО ДЛЯ УТОЛЩЕНИЯ ТРУБ Изобретение относится к области куэнечно-прессового оборудования и может быть использовано для получения утолщений на концах труб, преимущественно тонкостенных, в раз личных отраслях промьшшенности. Известно устройство для утолщени труб, содержащее соосно установленн дорн, пуансон, формующую матрицу, выполненную в виде радиально расположенных вкладышей и корпус зажима заготовки 1 . Известное устройство позволяет получать утолщения на тонкостенных трубных заготовках ограниченно короткой длины и не может быть испо зовано для получения утолщений на тонкостенных трубных заготовках без конечной длины в виду выполнения до на монолитно с пуансоном, что приводит к проскальзыванию трубной заготовки в корпусе ее зажима. Целью изобретения является расширение технологических возможносте путем обеспечения возможности получ ния утолщений на тонкостенных трубных заготовках бесконечной длины. Цель достигается тем, что в устройстве, содержащем соосно установленные дорн, пуансон, формующую матрицу, выполненную в виде радиально расположенных вкладышей, и корпус зажима заготовки, пуансон снабжен ребрами жесткости и связанной с ним втулкой, расположенной коаксиально пуансону, вкладыши формующей матрицы через один установлены с возможностью перемещения вдоль оси устройства, в корпусе зажима заготовки по торцу, его, обращенному к матрице, выполнены пазы под вкладыши матрицы, установленные с возможностью перемещения вдоль оси, а другие вкладыши матри цы расположены между ребрами пуансона. На фиг. 1 изображено предлагаемое устройство в двух положениях: левом исходном,- правом - конечном,- va фиг. 2 - вид А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 1. Устройство включает в себя дорн 1, на котором подвижно установлен пуансон 2, снабженный четырьмя ребрами 3 жесткости и монолитной втулкой 4, жестко связанной с ребрами жесткости. Втулка 4 коаксиально расположена относительно пуансона 2. Формующая матрица выполнена в виде радиально расположенных восьми вкладышей , из которых четыре вкладыша 5 через один установлены с возможност перемещений вдоль оси устройства и снабжены в верхней своей части по внутреннему диаметру буртиком 6. Остальные четыре вкладыша 7 через один установлены между ребрами 3, Вкладыши 5 и 7 формующей матрицы по своему наружному диаметру сцентр рованы относительно оси устройства разрезной на четыре части обоймой 8 взаимодействующей с корпусом 9 ме- Ю ханизма противодавления посредством конусных опорных поверхностей. Корпу зажима 10 выполнен из двух половин, в каждой из которых по торцу, обращенному к формующей матрице, выпол нены по два паза 11, в которых в процессе осадки своим нижним торцом размещаются вкладыши 5. Устройство работает следующим образом. Трубная заготовка 12 -устанавливается в формующую матрицу до упора ее торца в буртик 6 вкладышей 5 и зажимается корпусом зажима 10. Во внутреннюю полость заготовки 12 вво дится дорн 1. включается механизм противодавления (не показан ), и через корпус 9 и обойму 8 вкладыши 5и 7 формующей матрицы, сближаясь к центру Оси устройства, беззазорно охватывают трубную заготовку по ее наружному диаметру. После этого вклю чается механизм усилия осадки (не по .казан ), приложенный к верхнему торцу пуансона 2, ребер 3 и монолитной втулки 4, под действием которого пуансон 2 осадки, и вкладвлши 5, .перемещаясь вдоль оси устройства в сторону корпуса зажима10, соответст венно нижним своим торцом и буртиком 6воздействуют на торец заготовки 12 и деформируют его. В процессе деформации в зоне формующей матрицы припуска заготовки возникают распирающие радиальные силы, под действием котоЕИХ осуществляется радиальное смещение всех вкладышей 5 и 7, обеспечивая тем самым полость для размещения утолщаемой части заготовки. В процессе осадки вкладыши 5 одновременно с радиальным перемещением осуществляют и осевое. Для этой цели в торце корпуса зажима 10 предусмотрены четыре паза, предназначенные для размеще.ния нижних торцов указанных вкладалшей. Процесс осадки заканчивается упором нижнего торца пуансона в торец обоймы 8. По окончании процесса осадки дорн и пуансон отводятся в исходное положение, снимается усилие противодавления, раскрывается корпус зажима и готовая деталь снимается с устройства. После установки следующей заготовки процесс осадки повторяется Формула изобретения Устройство для утолщения -труб, содержащее соосно установленные дорн, пуансон, формующую матрицу, выполненную в виде радиально расположенных вкладышей, и корпус зажима заготовки, отличающееся тем, что, с целью расширения технологических в.озможностей путем обеспечения возможности получения утолщений на тонкостенных трубных заготовках бесконечной длины, пуансон снабжен ребрами жесткости и связанной с ними втулкой, расположенной коаксиально пуансону, вкладыши формующей матрицы через один установлены с возможностью перемещения вдоль оси устройства, в корпусе зажима заготовки по торцу его, обращенному к матрице, выполнены пазы под вкладыши матрицы установленные с возможностью перемещения вдоль оси, а другие вкладыши матрицы расположены между ребрами пуансона. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 439335, кл. В 21 J 5/08, 1975 (прототип) .
1 7
А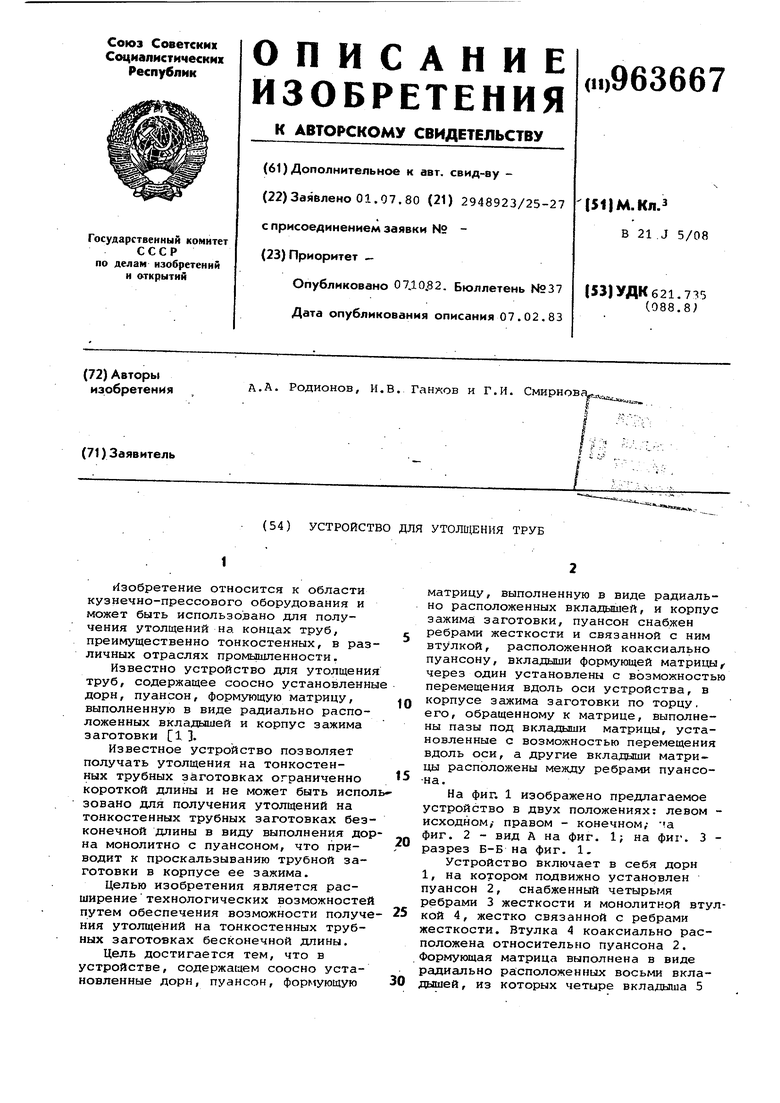
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения труб с утолщениями | 1982 |
|
SU1058693A1 |
| Устройство для высадки | 1977 |
|
SU648319A1 |
| Устройство для высадки | 1981 |
|
SU1009588A2 |
| Штамп для высадки утолщений на концах труб | 1980 |
|
SU984603A1 |
| Способ получения труб с концевыми утолщениями | 1982 |
|
SU1058676A1 |
| Устройство для утолщения концов труб | 1978 |
|
SU745587A1 |
| Устройство для утолщения труб по внутреннему диаметру | 1983 |
|
SU1131583A1 |
| Устройство для высадки концевых утолщений на трубах | 1983 |
|
SU1094663A1 |
| Устройство для высадки концов труб | 1980 |
|
SU871970A1 |
| Устройство для утолщения концов труб | 1975 |
|
SU538798A1 |
3i//A
. 5 «
Фиг. 2
5-5
fO
fpi/f.J
