Изобретение относится к обработке металлов давлением и может быть, использовано для получения тонкостенных трубных деталей с утолщенными концами.
Известен способ утолщения концов листовых заготовок путем зажима заготовки по всей ее поверхности и приложения к торцовой части деформирующего усилия, причем заготовку предварительно изгибают, а деформирующее усилие прикладывают прерывисто 1.
Недостатком известного способа является необходимость создания противодавления в зоне деформации и создание прерывистого деформирующего усилия, что мало способствует снижению торцового усилия и неудобно, так как требуется дополнительный механизм, обеспечивающий прерьшистость прикладываемого усилия, что увеличивает трудоемкость операции осадки.
Известен способ получения труб с концевыми утолщениями путем приложения к торцовой части трубчатой зйготовки усилия деформирования и направления течения металла посредством препятствующих складкообразованию элементов 21.
Недостатком данного способа является высокое контактное давление, возникающее на торце пуансона, так как деформируемый материал, потребный для утолщения трубы, располагается в зоне припуска, жестко ограниченного по внутренней и наружной поверхностям заготовки, и торцовое давление приводит к расклиниванию материала припуска, что приводит к больщим потерям усилия на преодоление трения. Это снижает экономичность процесса, так как необходимы увеличенные деформирующие и прижимающие усилия.
Цель изобретения - повыщение экономичности процесса путем снижения усилий.
Поставленная цель достигается тем, что согласно способу получения труб с концевыми утолщениями путем приложения к торцовой части трубчатой заготовки усилия деформирования и направления течения металла посредством препятствующих складкообразованию элементов перед приложением к торцу заготовки усилия деформирования ее обрабатываемый конец раздают, а направление течения металла осуществляют, устанавливая элементы под углом/ к оси заготовки с образованием кольцевой конической полости между стенками заготовки и элементами, обращенной большим основанием в сторону недеформи.руемой части трубчатой заготовки, при этом угол В выбирают из условия
t-p -iiLlSa. Н-Ь
где Sj - конечная толщина стенки трубы; 0 и - исходная толщина стенки трубчатой
заготовки; Н - исходная высота утолщаемой части
трубы; - конечная высота утолщаемой части
трубы.
5 На чертеже изображен график реализации способа, в левой части - труба после раздачи, а в правой - после утолщения. Способ реализуется устройством, состоящим из дорна 1, пуансона 2, секторных элементов 3 и радиального зажима 4. 0 Заготовка 5 устанавливается в зажим 4, дорном 1 осуществляется раздача ее на высоте Н, после чего под действием усилия деформирования Р,,, приложенного к пуансону 2, осуществляется осадка розданной J части трубы до получения потребной утолщенной стенки трубы.
Пример. Утолщение трубы диаметром 60 мм с исходном толщиной стенки S 5 мм; высота припуска для утолщения Я 120 мм, до утолщения S 10 мм на 0 высоте h 60 мм. Длина трубы не ограничивается.
Трубчатую заготовку сначала раздают дорном, потом пуансоном 2 под действием усилия осадки /J , осаживают ее перемещением пуансона вдоль оси высадки, при этом 5 одновременно с ним перемещаются элементы 3, наклонно установле Ные под углом/. Угол выбирают из отношения, обеспечивающего благоприятное течение металла заготовки.
В процессе осадки и перемещения вкла дыщей под указанным углом деформируемый лрипуск заготовки заполняет полость для утолщения, образованную от перемещения элементов в радиальном направлении. Это обеспечивает исключение потери устой, чивости деформируемой части трубы.
Предложенный способ позволяет снизить усилие осадки за счет исключения усилия противодавления и снижения потерь на трение в зоне осадки.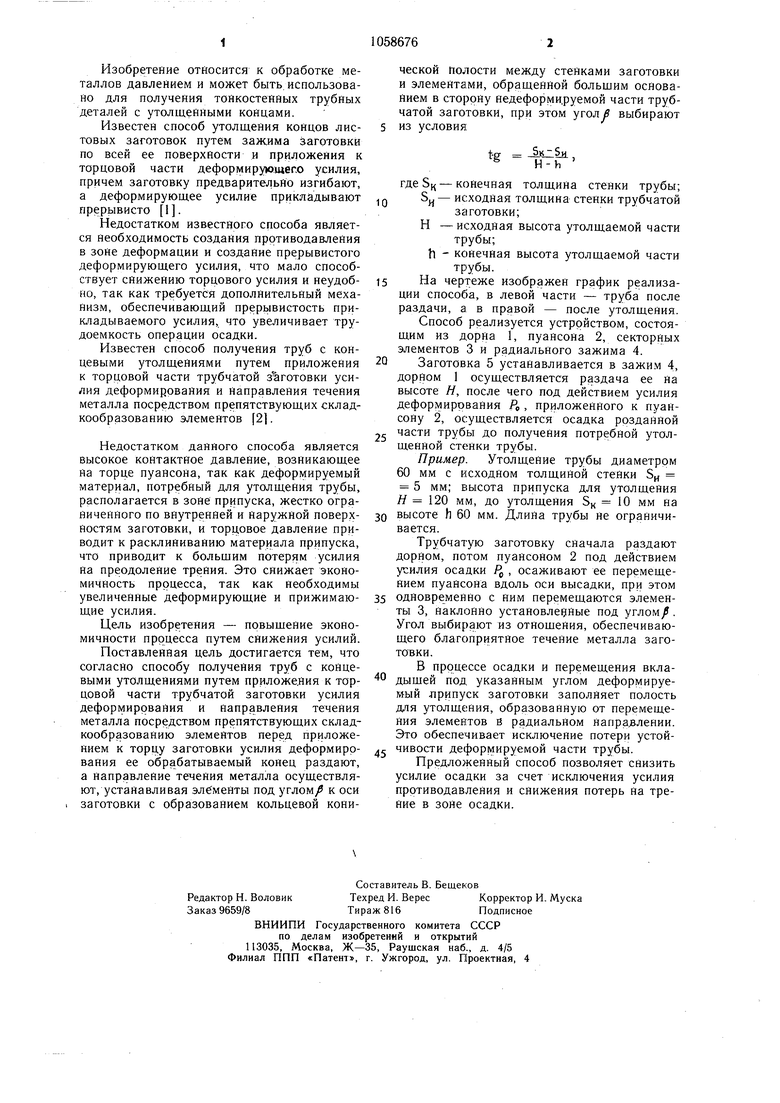
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для утолщения концов труб | 1978 |
|
SU745587A1 |
| Устройство для утолщения концов труб | 1975 |
|
SU538798A1 |
| Способ получения трубчатых деталей с утолщениями | 1982 |
|
SU1058691A1 |
| Способ утолщения кромок листовых заготовок | 1975 |
|
SU698697A1 |
| Способ штамповки полых деталей с отводами | 1990 |
|
SU1810159A1 |
| Способ изготовления полых изделий | 1976 |
|
SU656701A1 |
| Способ получения наружных утолщений на трубах | 1990 |
|
SU1784392A1 |
| Способ изготовления полых деталей с отводами | 1977 |
|
SU858972A1 |
| Устройство для утолщения труб | 1980 |
|
SU963667A1 |
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |
СПОСОБ ПОЛУЧЕНИЯ ТРУБ С КОНЦЕВЫМИ УТОЛЩЕНИЯМИ путем приложения к торцовой части трубчатой заготовки усилия деформирования и направления течения металла посредством препятствующих складкообразованию элементов, отличающийся тем, что, с целью повышения экономичности процесса путем снижения рабочих усилий, перед приложением к торцу заготовки усилия деформирования ее обрабатываемый конец раздают, а направление течения металла осуществляют, устанавливая элементы под углом/ к оси заготовки с образованием кольцевой конической полости между стенками заготовки и эле ментами, обращенной большим основанием в сторону недеформируемой части трубчатой заготовки, при этом угол f, выбирают из условия tp- -S. H-h где S,-конечная толщина стенки трубы; SH - исходная толщина стенки трубчатой заготовки; Н - исходная высота утолщаемой части трубы; Л - конечная высота утолщаемой части (Л трубы. сд 00 СП) О5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ утолщения кромок листовых заготовок | 1975 |
|
SU698697A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ОБРАЗОВАНИЯ УТОЛЩЕНИЙ НА КОЙЦАх!!!^'! ТОНКОСТЕННЫХ ТРУБ--М, | 0 |
|
SU182673A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
