Устройство относится к обработке металлов давлением и может .быть использовано при высадке труб внутрь. Известно устройство для утолщения труб по внутреннему диаметру, содержащее нагревательное устройство, матрицу зажима и сборную оправку, состоящую из пуансона, центральной штанги и формующей матрищ ij . Недостатком известного устройств является его сложность, в частности в отношении формунмцей матрицы, выпол ненной в виде набора секторных вкладышей, каждый из которых должен быт зафиксирован ot смещения его по окружности и друг относительно друга. Для этого в центральной штанге должны быть вьшолнены шлицы, а в каждом секторном вкладьш1е - соответствующие шлицам пазы. Поэтому известное устройство недостаточно надежно, в процессе эксплуатации возможны случаи среза 1ппицов на штанге,, Целью изобретения является пойышение надежности. Поставленная цель достигается тем, что в устройстве для утолщения труб по внутреннему диаметру, содержащем нагревательное устройство, матрицу зажима и сборную оправку, состоящую из пуансона, центральной штанги и формукяцей матрицы, формующая матрица выполнена в виде монолит ной упругой втулки, в которой со., стороны ее наружной и внутренней поверхностей выполнены сквозные продольные пазы, при этом пазы со стороны внутренней поверхности симметрично смещены относительно пазов со стороны наружной поверхности в тангенциальном направлении. На фиг. t показано устройство перед высадкой трубы, вид; на фиг. 2 - устройство после высадки трубы, общий BHAj на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 2. Устройство для утолщения труб по внутреннему диаметру содержит матри цу зажима 1, состоящую из двух половин, нагревательное устройство (не показано) и сборную оправку, состоящую из центральной штанги 2, пуансона 3, формующей матрицы 4, переднего конусного кольца 5 и заднег конусного кольца 6, пружины 7, гайк 8 и контргайки 9. Наружная поверхность формующей матрицы 4 выполнена цилиндрической на участке 10 и кони 32 ческой на участке 11. Со стороны наружной и внутренней поверхностей на формующей матрице 4 выполнены сквозные пазы 12 и 13 смещенные в тангенциальном направлении друг относительно друга. При работе устройства перемещение пуансона 3 во внутренней полости матрицы зажима 1 осуществляется беззазорно за счет упругости его, что исключает затекание материала утолщаемого торца трубной заготовки 14. Кроме этого, увеличивается эксплуатационная долговечность устройства за счет увеличения стойкости матрицы зажима 1, а также формунмцей матрицы 4 и пуансона 3. Устройство работает следующим образом. Трубная заготовка 14 устанавливается во внутреннюю полость матрицы зажима 1 таким образом, чтобы утолщаемый ее торец был вставлен с упор с торцом пуансона 3, при этом конец трубы центрируется по наружному цилиндру формующей матрицы 4. После установки и центровки трубная заготовка 14 зажимается матрицей зажима 1. Затем на матрицу зажима 1 наводится нагревательное устройство (не показано), включается нагрев-и при достижении заданной температуры нагрева утолщяемого торца трубной за- готовкм 14 к торцу сборной оправки и соответственно к пуансону 3 прикладьгоается усилие осадки. Нагретый утолщаемый конец трубной заготовки 14, деформируясь и утолщаясь, сжимает формующую матрицу 4 в радиальном направлении, обеспечивая этИм самьв4 постоянную полость для размещения осаживаемого материала. При этом в процессе деформации формующая матрица 4 своей наружной поверхностью постоянно создает подпор, обеспечивая этим самым устойчивость деформируемой части-трубы, и исключает образование складок и гофров. Конусные TopiWii формующей матрицы и ответные конусные торцы колец 5 и 6 при взаимодействии с пружиной 7, поджатой гайкой 8, создают противодавление по внутреннему диаметру утолщаемой части трубной заготовки 14. Окончание процесса утолщения на заданную величину определяется контактом поверхностей отверстия формующей матрицы 4 и стержня центр ь31
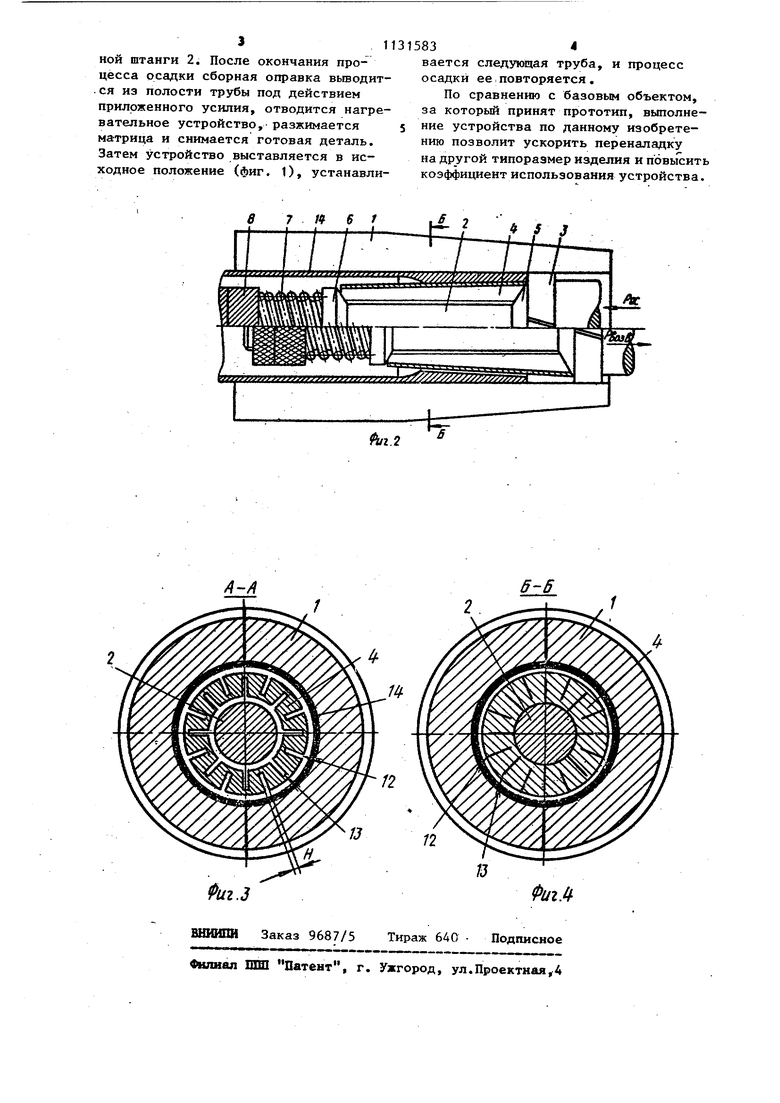
ной штанги 2. После окончания процесса осадки сборная оправка вьгоодится из полости трубы под действием приложенного усилия, отводится нагревательное устройство, разжимается матрица и снимается готовая деталь. Затем устройство выставляется в исходное положение (фиг. 1), устанавлив
n
1315834
вается следующая труба, и процесс осадки ее повторяется.
По сравнению с базовым объектом, за который принят прототип, выполне5 ние устройства по данному изобретению позволит ускорить переналадку на другой типораэмер изделия и повьгсить коэффициент использования устройства.
й/г.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для высадки концевых утолщений на трубах | 1983 |
|
SU1094663A1 |
| Устройство для получения труб с утолщениями | 1982 |
|
SU1058693A1 |
| Устройство для высадки | 1977 |
|
SU648319A1 |
| Устройство для высадки | 1981 |
|
SU1009588A2 |
| Штамп для высадки утолщений на концах труб | 1982 |
|
SU1094662A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| Устройство для утолщения концов тонкостенных труб | 1972 |
|
SU447200A1 |
| Устройство для утолщения труб | 1980 |
|
SU963667A1 |
| Устройство для высадки концов труб | 1980 |
|
SU871970A1 |
| Устройство для высадки | 1981 |
|
SU1113198A2 |
УСТРОЙСТВО ДЛЯ УТОЛЩЕНИЯ ТРУБ ПО ВНУТРЕННЕМУ ДИАМЕТРУ, содержащее нагре ёательное устройство, матрицу зажима и сборную оправку, сос в 7 тоящую из пуансона, центральной штанги и формующей матрицы, отличающееся тем, что, с целью повьтения надежности, формующая матрица выполнена в виде монолитной упругой втулки, в которой со стороны ее наружной и внутренней поверхностей выполнены сквозные продольные пазы, при этом пазы со стороны внутренней поверхности симметрично смещены относительно пазов со стороны наружной поверхности в тангенциальном направлении. L± 2 f f 3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР по заявке t 3567532/25-27, кл | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
