Изобретение отиосится к обработке металлов давлением и может быть ишользовано для получения трубных деталей с внутренним утолщением на концах.
Известно устройство для получения труб с утолщениями; содержащее пуансон и смонтированный в корпусе, вьшолненный в виде цилиндра, радиаль П.1Й зажим, несущий на торце подпирающую втулКу, ограничивающую образуемое утолщение и снабженный втулкой, размещенной в зажиме, а торщ) выполнены в виде усеченных конусов 11Известное устройство не позволяет получать утолщения по внутреннему диаметру трубы.
Известно также устройство для получения труб с утолщениями, содержащее пуансон, матрицу и сборную оправку 2.
Недостатком устройства являются высокие нагрузки на пуансоН, и, как следствие, его низкая стойкость, а также низкое качество поверхности полученных утолщений.
Целью изобретению является повьпиение стойкости инструмента и улучшение качества получаемых деталей.
Поставлашая цель достигается тем, что в устройстве для. пол 1егаш труб с утолщениями, содержащем пуансон, матрицу и сборную оправку, последаяя выпозпюна в виде набора концентривдо размещенных между собой пружш1ных разрезных втулок, при этом разрезы смежных внутренних втулок смещены один относи тедьно другого, а стыкуемые участки наружHoji втулки перекрывают один другой внахлест
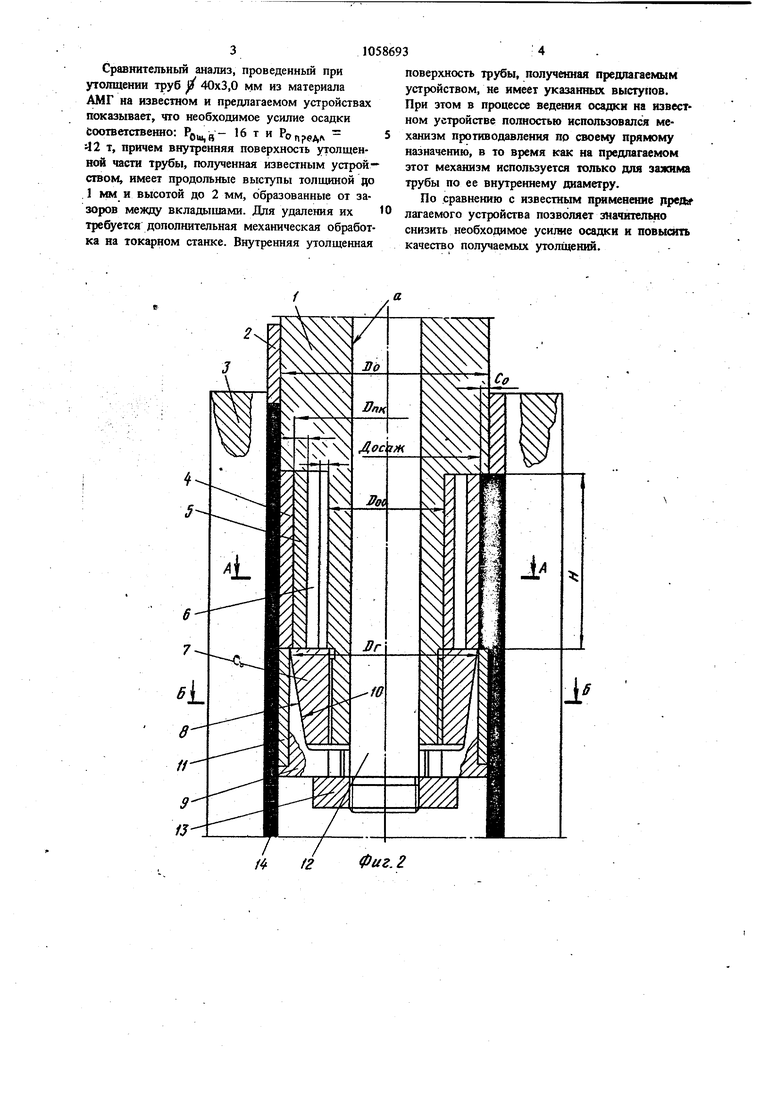
На фиг. I показано устройство в исходном и конечном положениях, общий вид; на фиг. 2 устройство в двух рабочих положениях; левая часть - в момент зажима трубы по внутреннему диаметру, правая часть - в момент окончательного процесса J oJIщeния; на фиг, 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2.
Устройство содержит шток 1, ч:1уансон 2 и матрицу 3. На штоке 1 телескопически смонтирована-сборная оправка, состоящая, например, из трех разрезных втулок; наружной 4, средней 5 и внутренней 6. Зажимной механизм смонтирован на переднем конце дорна и состоит из втулки 7, конусная поверхность 8 которой взаимодействует, например, с вкладьпнами 9 по конической поверхности 10, выполненной в указанных вкладышах. Для удержания вкладыщей 9 от распадания они но наружному диаметру связаны разрезной пруайннрй обоймой 11. Зажимной механизм и втулка 7 смонтированы на переднем конце дорна при помощи резьбового соединения, а вкладыщи 9 с обоймой 11 одновременно с этим взаимосвязаны при помощи тяги 12 и гайки 13 с рабочим органом прессового оборудования (не показано
при установке устройства на указанное оборудоaaime. Заготовка 14 устанавливается в полость, образованную между внутренней поверхностью матрицы 3 и наружной поверхностью втулки 4. 5 Устройство работает следующим образом.
Трубная заготовка 14 устанавливается в мат-5рицу 3 до упора ее переднего торца в торец пуансона 2 (второй конец трубной заготовки также упирается в торец прессового оборудоваQ кия, где будет смонтировано устройство, например, на прессе модели СФКТ-30)., при этом разрезные пружинные втулки 4-6 за счет упрзпгих свойств выставлены по своемунаружному диаметру в размер внутреннего
5 диаметра трубной заготовки 14. Включается рабочий орган пресса (не показан), и осуществляется зажим трубы по ее внутреннему диаметру (см. фиг. 2 левая часть) перемещением тяги 12 вдоль оси устройства в сторону, обрат-,
Q ную движению пуансона 2 при осадке. При указанном перемещении тяги 12 осуществляется разжатие вкладыщей 9 и пружинной обоймы 11 по наружному их диаметру до упора во внутреннюю поверхность трубы 14 за счет
5 конусных поверхностей 8 и 10. После зажима трубы по ее внутреннему диаметру включается механизм осадки (не показан), приложенный к торцу пз ансона 2, заставляя его перемещаться в сторону трубной заготовки, осуществляя этим самым деформацию припуска заготовки
0 в зоне осадки на длине сборной оправки. Утолщаемый материал трубы под действием радиальных усилий сжимает разрезные пружинные втулки 4-6 до полного смыкания разрезов ГВ втулки 6 и разрезов ДЕ втулки 5. 11ри
5 сжима1ши указанных пружинных втулок, уменьщается их наружный диаметр и этим самым обеспечивается освобождение полости для размещения осаживаемого припуска трубы. Процесс осадки заканчивается получением утолще0 ния по внутреннему диаметру трубы заданного размера (что определяется -величиной припуска на утолщение, который потом обеспечивает ограничение хода пуансона). По окончании осадки размыкается внутренний зажим трубь .
5 перемещением тяги 12 в обратном направлении (см. фиг. 1 правая часть), отводится пуансон в исходное заднее положение и снимается готовая дет;зль. После установки следуюгцей трубной заготовки процесс осадки повторяется.
1Сонструкция предложенного устройства позвол 1ет получать качественное утолщение по внутреннему диаметру трубы, т. е. утолщенная поверхность не имеет отпечатков от детали сбюрной оправки, так как наружная
пружинная разрезная втулка 4 в. процессе ведения осадки постоянно находится в замкнутом поло-женин своих торцов, которые постоянно перекрывают друг друга внахлест.
Сравнительный анализ, проведенный при утолщении труб 40x3,0 мм из материала АМГ на известном и предлагаемом устройствах показывает, что необходимое усилие осадки соответственно: 16 т и Ро„редл
il2 т, причем внутренняя поверхность утолщенной части трубы, полученная известным устройством, имеет продольные выступы толщиной до . 1 мм и высотой до 2 мм, образованные от зазоров между вкладышами. Для удаления их требуется дополнительная механическая обработка на токарном станке. Внутренняя утолщенная
поверхность трубы, полученная предлагаемым устройством, не нмеет указанных выступов. При этом в процессе ведения осадки на нзвест ном устройстве полностью использовался механизм противодавления по яоеыу прямому назначению, в то время как на предлагаемом зтот механизм используется только для зажима трубы по ее внутреннему диаметру.
По сравнению с известным пртмененне npeibf лагаемого устройства позволяет значительно снизить необходимое усилие осадки и повысить качество получаемых утолщений.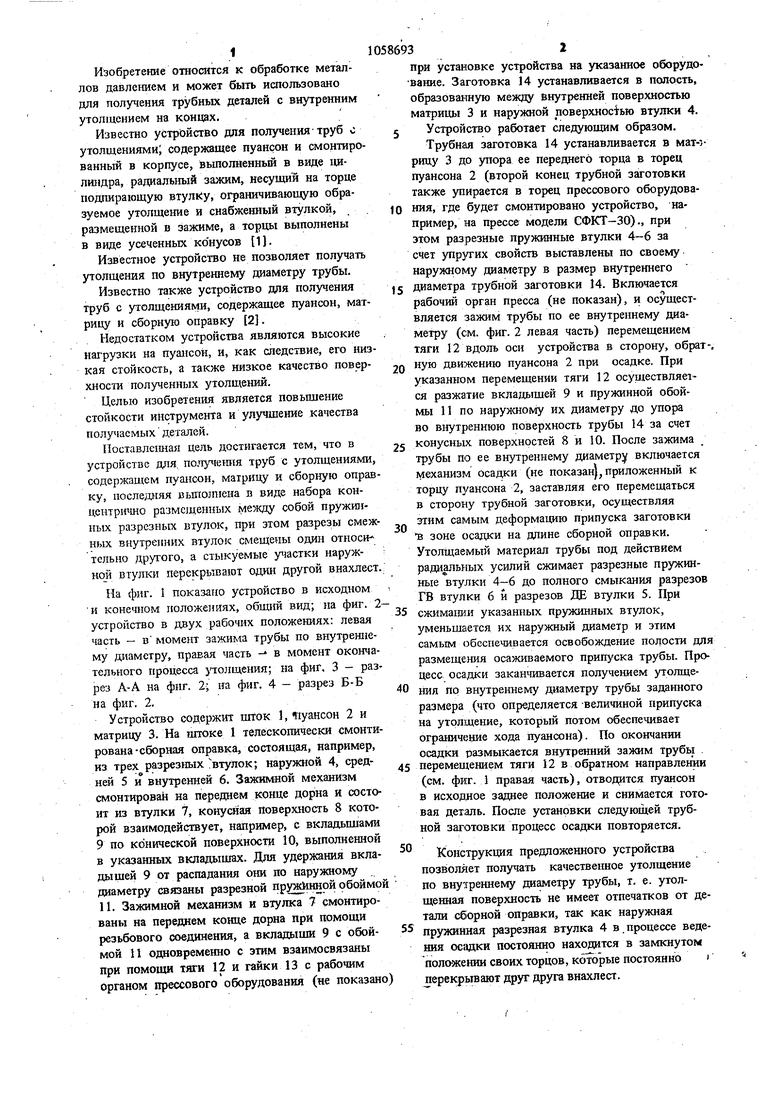
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для высадки концевых утолщений на трубах | 1983 |
|
SU1094663A1 |
| Штамп для высадки утолщений на концах труб | 1982 |
|
SU1094662A1 |
| Устройство для утолщения труб по внутреннему диаметру | 1983 |
|
SU1131583A1 |
| Устройство для высадки | 1977 |
|
SU648319A1 |
| Штамп для высадки утолщений на концах труб | 1980 |
|
SU984603A1 |
| Устройство для утолщения труб | 1980 |
|
SU963667A1 |
| Устройство для высадки концов труб | 1980 |
|
SU871970A1 |
| Штамп для высадки утолщений на концах труб | 1980 |
|
SU969400A1 |
| Устройство для утолщения концов тонкостенных труб | 1972 |
|
SU447200A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
УСТГОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ТРУБ С УТОЛЩЕНИЯМИ, содержащее пуансон. матрицу и сборную оправку, отличаю-, щ е е с я тем, что, с целью повышения стойкости инструмента и улучшения качества получаемых изделий, сборная оправка вьшолнена в Ъиде набора концентрично размещенных между собой пружинных разрезных втулок, при этом разрезы смежных внутренних втулок смещены один относительно другого, а стыкуемые участки наружной втулки перекрывают один другой внахлест. (Л СП 00 ф со оо
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для высадки утолщений на концах труб | 1975 |
|
SU528991A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для высадки | 1977 |
|
SU648319A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
