(54) ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА КОНЦАХ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для высадки утолщений на концах труб | 1982 |
|
SU1094662A1 |
| Штамп для высадки утолщений на концах труб | 1980 |
|
SU969400A1 |
| Штамп для высадки фланцев с плоскими гранями на трубных заготовках | 1981 |
|
SU990389A1 |
| Устройство для высадки концевых утолщений на трубах | 1983 |
|
SU1094663A1 |
| Устройство для высадки | 1981 |
|
SU1009588A2 |
| Штамп для высадки утолщений на концах труб | 1975 |
|
SU528991A1 |
| Устройство для получения труб с утолщениями | 1982 |
|
SU1058693A1 |
| Устройство для утолщения труб | 1980 |
|
SU963667A1 |
| Штамп для высадки утолщений на концах труб | 1973 |
|
SU439335A1 |
| Устройство для высадки | 1977 |
|
SU648319A1 |
.1.
Изобретение относится к обработке металлов давлением и может быть использовано при получении утолщений на концах труб, преимущественно тонкостенных.
Известен штамп для высадки утолщейий на концах труб, содержащий воздействующий на торец трубы пуансон и смонтированный в корпусе, выполненный в виде ци; линдра радиальный зажим,.несущий на торце подпирающую втулку, ограничивающую образуемое утолщение, а также обжимную втулку, размещенную в радиальном режиме соосно с подпирающей втулкой 1.
Известен также щтамп для высадки утолщений на концах т,руб, содержащий радиальный зажим, подпирающую втулку, установленные соосно радиальному зажиму пуансон и дорн 2 .
Однако этот штамп не обеспечивает обработку труб различной длины, в немвысаживают трубы, длина которых определяется габаритами щтампа.
Целью изобретения является расширение технологических возможностей путем обработки -труб различной длины.
Поставленная цель достигается за счет того, что щтамп для высадки утолщений на
концах труб, содержащий радиальный зажим, подпирающую втулку, установленньге соосно радиальному зажиму пуансон и дорн, установленные соосно радиальному зажиму пуансон и дорн, снабжен дополнительной
5 подпирающей втулкой, выполненной в виде пружины сжатия прямоугольного сечения и установленной концентрично на дорне, над его рабочей частью, при этом величина зазора между витками пружины не более
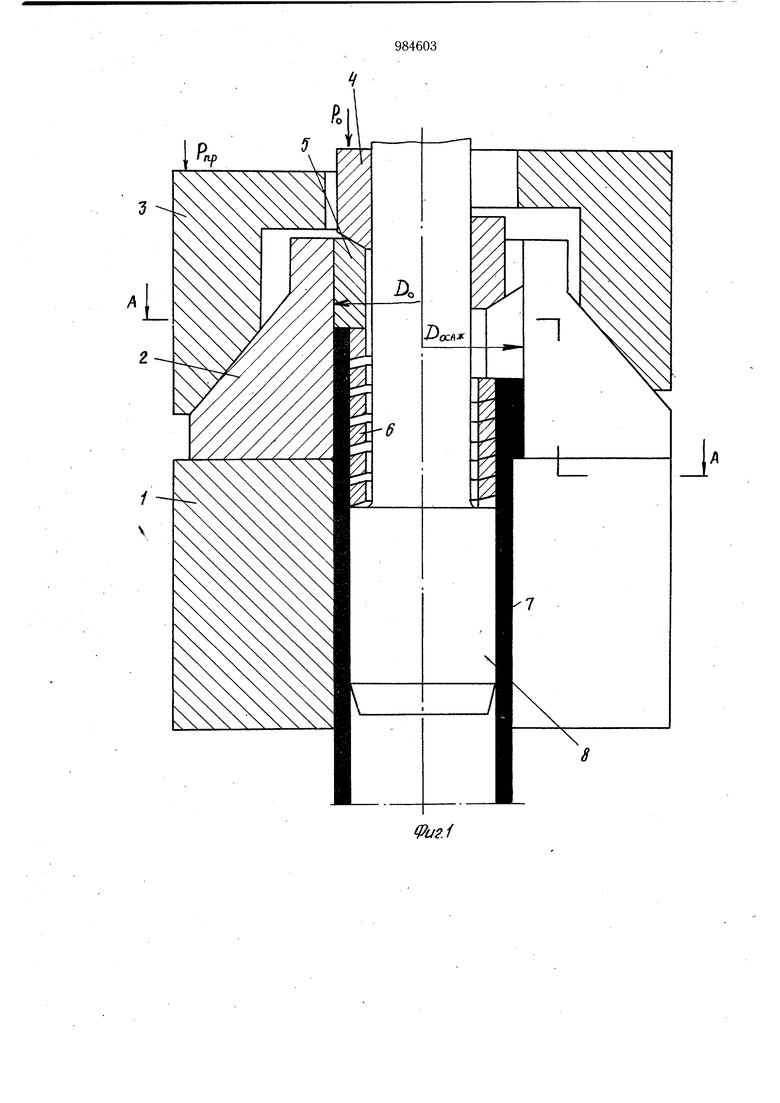
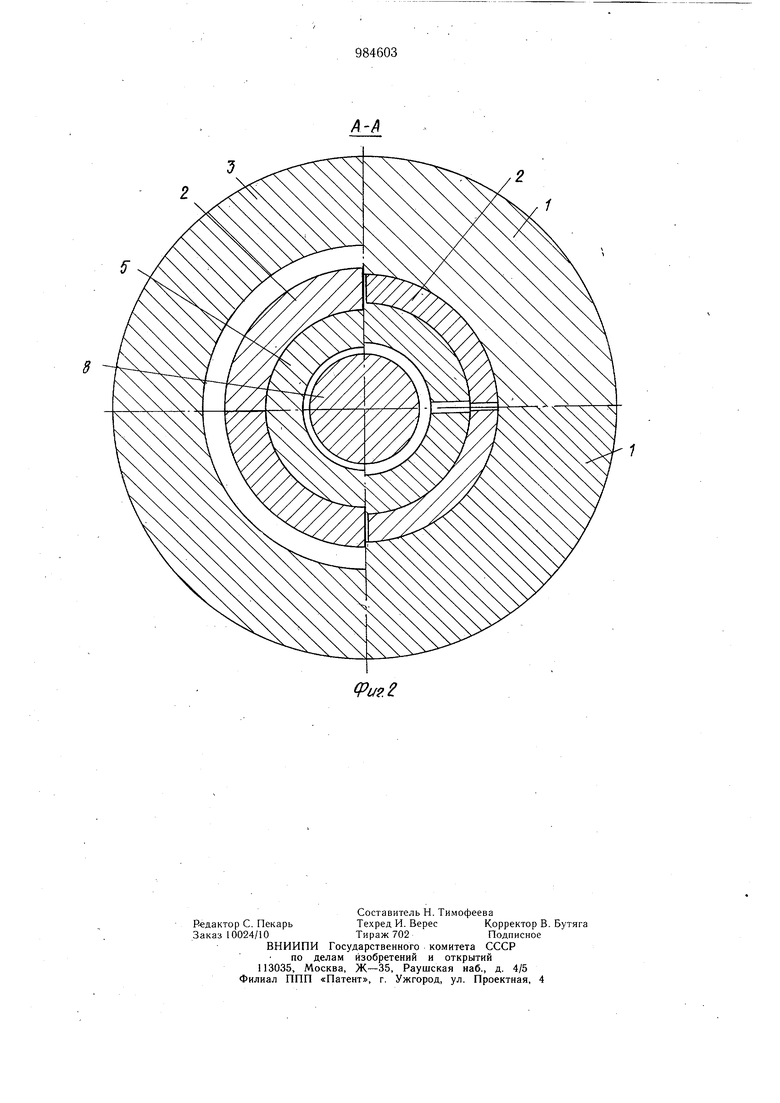
10 1.5 толщины стеки обрабатываемой трубы. На фиг. 1 изображен штамп, общий вид; на фиг. 2 - разрез А-А на фиг. I.
Штамп содержит радиальный зажим 1, установленную на нем подпирающую втулку 2, которую охватывает прижим 3, соосно
15 подпирающей втулки выполненный в виде секторов 2, установлен пуансон 4, контактирующий через разрезную втулку 5 с пружиной 6 сжатия прямоугольного сечения с величиной зазора между витками не бо2Q лее 1,5 толщины стенки обрабатываемой трубы 7, через весь штамп проходит дорн 8. Штамп работает следующим образом. Трубная заготовка 7 устанавливается в радиальный зажим 1 и зажимается. Затем внутрь трубной заготовки устанавливается дорн 8 с одетой на него пружиной 6, а вокруг трубной заготовки устанавливаются секторы 2 подпирающей втулки и подпираются прижимом 3. В отверстие в прижиме 3 вводится разрезная втулка 5. Затем включается противодавление Pj,-, воздействующее на прижим 3, и под действием этого усилия, вкладыщи 2 обжимают обрабатываемую трубу 7 и одновременно с этим разрезную втулку 5, доводя ее наружный диаметр Оосаж ДО диаметра Do. Далее включается усилие осадки Рр, под действием которого осуществляется выноска обрабатываемой трубы 7, находящейся в зоне формовки, нижним торцом разрезной втулки 5. Под действием усилия высадки происходит утолщение высаживаемой части обрабатываемой трубы, одновременно с этим, преодолевая усилие противодавления Ц,р , секторы 2 раздвигаются с диаметра DO до диаметра DOCBM По мере увеличения внутреннего диаметра секторов 2 с DO до Doca происходит .также увеличение наружного диаметра разрезной втулки 5 соответственно с диаметра DO до диаметра Doca В процессе высадки пружина 6 сжимается до полного соприкосновения витков. Рабочая часть дорна 8 во время высадки находится неподвижно, что позволяет удерживать обрабатываемую трубу в зажатом полон ении. Этим самым предотвращается ее возможное проскальзывание вдоль оси высадки. По окончании процесса высадки снимаются усилия противодавления и высадки, из зоны вь1садки выводят дорн 8, соответственно с ним - пуансон 4, разрезную втулку 5 и пружину 6, разжимается радиальный зажим 1, отводятся прижим 3 и секторы 2 и извлекается готовая деталь. после чего устанавливается следующая заготовка и цикл высадки повторяется. Величина зазора между витками пружины 6 должна быть не более 1,5 толщины стенки обрабатываемой детали, так как увеличение этой величины ведет к гофрообразованию высаживаемой части обрабатываемой трубы. Предлагаемое устройство по сравнению с прототипом обеспечивает высадку утолщений на концах труб различной длины за счет того, что дорн не перемещается относительно обрабатываемой трубы. Формула изобретения Штамп для высадки утолщений на концах труб, содержащий радиальный зажим, подпирающую втулку, установленные соосно радиальному зажиму пуансон и дорн, отличающийся тем, что, с целью расщирения технологических возможностей путем обработки труб различной длины, он снабжен дополнительной подпирающей втулкой, выполненной в виде пружины сжатия прямоугольного сечения, установленной концентрично на дорне, над его рабочей частью, при этом величина зазора между витками пружины н более 1,-5 толщины стенки обрабатываемой трубы. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 528991, кл. В 21 J 5/08, 1975. 2.Авторское свидетельство СССР № 439335, кл. В 21 J 5/08, 1973 (прототип).
8
