Изобретение относится к обработк металлов давлением, а именно к устройствам лля заключительных mTaNmoвочных операций - обрезки облоя и прошивки перемычки поковок. Известен комбинированный штамп для обрезки облоя и прошивки поковок, содержащий смонтированную на нижней плите обрезную матрицу, нижнюю подвижную траверсу с приводом от верхней плиты, несущую выталкиватель, а также промежуточную траверсу 13. Недостатком известного штампа является невозможность автоматизации удаления облоя и вьщры при производикй гх операциях, так как ,облой остается на пуансоне, а вьщра остается на поковке. В результате применения ручного труда производительность штаг-та низ кая. Известно устройство ;для обрезки облоя, прошивки перемы гки, снятия штамповочных уклонов и правки поковок , содержащее штамп, состоящий из верхней плиты с закрепленным на ней обрезным пуансоном, связанной с верхней плитой подвижной траверсы с выталкивателем поковки и нижней плиты с установленными на ней матри цёй и прошивнем, а .также промышленНЕЛй робот. На верхней плите имеется кожух, а между ним и пуансоном уста новлен кольцевой пневмосъемник. В осевом отверстии обрезного пуансона размещен поршеньj- а в радиальных от верстиях - подпружиненные захваты. ПодвижНая траверса связана с верхней-плитой с помощью тяг и скоб, а выталкиватель состоит из,внутреннег и наружного колец 2j. Недостатками известного устройст ва, являются сложность конструкции и низкая производительность из-за наличия специальных узлов для удаления отходов и фиксаторов облоя и перемычки в штампе, а также из-за необходимости последовательной работы промышленного робота штампа. Целью изобретения является упрощение конструкции, повышение надеж.ноСти и производительности устройст ва. Поставленная цель достигается тем, что в устройстве для обрезки обЛоя и прошивки перемычки щтампова ных поковок, содержащем штамп, состоящий из верхней плиты с закреплен ным на ней обрезным пуансоном, связанной с верхней плитой Подвижной траверсы с выталкивателем поковки, и нижней плиты с установленными на ней матрицей и прошивнем, а также про ишленный робот, штамп снабжен приводом подвижной траверсы, выполненньвд в виде пневмоцилиндров, закрепленных на верхней плите, штоки с которьгх связаны с подвижной траверсой, а полости пневмоципиндров соединены через воздухораспределитель с системой управления промышленного робота. Кроме того, на штоках пневмоцилиндров установлены регулируемые по высоте ограничители хода подвижной траверсы. Наличие в штампе дополнительного привода подвижной траверсы позволяет осуществить раздельное удаление поковки отходов (облоя и вьщры). Это позволяет автоматизировать процесс их удаления без усложнения штампа. За счет хода пресса путем подъема верхней плиты штампа осуществляют подъем поковки до уровня зеркала матрицы, а облой и выдра при этом находятся на зеркале матрицы и удаляются промьпиленным роботом. Установка пневмоцилиндров на верхней плите и взаимосвязь их через штоки с подвижной траверсой позволяет после автоматизированного удаления облоя и вьщры вытолкнуть полностью поковку из штампа. Связь пневмоцилиндра через воздухораспределитель с системой управления робота обеспечивает их синхронную работу. Регулируег-ие ограничители хода подвижной траверсы упрощают настройку штампа на любой типоразмер поковок. На чертеже изображен штамп устройства для обрезки облоя и прошивки перемычки поковок. Штамп состоит из нижней плиты 1, смонтированных на ней прошивня 2 и обрезной матрицы 3, верхней плиты 4 со смонтированным на ней обрезным пуансоном 5, а также пневмоцилиндром 6, связанных через воздухораспределитель с системой промышленного робота (не показан), штоки 7 которых имеют регулируемые ограничители хода подвижной траверсы, .выполненные в виде втулок 8 и связаны скобами 9с подвижной траверсой 10. На подвижной траверсе 10 установлен выталкиватель 11. Устройство работает следующим образом Поковку 12 устанавливают на матрицу 3. При ходе ползуна пресса вниз верхняя плита 4, закрепленная на ползуне, движется вниз, при этом пуансон 5 обрезает облой, прошивает и калибрусгт поковку 12. Поковка 12 остается в матрице 3, а облой. и выдра остаются.соответственно на матрице и прошивке.-При ходе ползуна пресса вверх плита 4 посредством . штоков 7 пневмодилиндров б через ско- бы 9 поднимает подвижную траверсу 10с установленным на ней зыталкива 1026914
телем 11, который выталкивает поков выталкивателем 11. При этом поковку 12 до уровня зеркала матрицы 3.ка 12 полностью выталкивается из матПодается команда на промьшшенный ро-рицы 3 и удаляется промышленным бот, который стсшкивает облой и вьщ-роботом.
ру на транспортер с зеркала матри-Предлагаемое устрюйство позволяет
цы 3. От системы управления промыш-5 за счет применения дополнительного
ленного робота подается сигнал напривода подвижной траверсы в виде
воздухораспределитель, которлй осу-пневмоцилиндров упростить конструкществляет подачу воздуха в штоковуюцию и повысить производительность
полость пневмоцилиндра б. При ходеза счет автоматизации ручного труда
штока 7 вверх до упора во втулку при операциях обрезки и прошивки
осуществляется подъем траверсы 10 с|поковок.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ ШТАМП | 1991 |
|
RU2021068C1 |
| Комбинированный штамп | 1980 |
|
SU912388A1 |
| Комбинированный штамп | 1981 |
|
SU963677A1 |
| Штамп | 1980 |
|
SU899216A1 |
| Совмещенный штамп | 1988 |
|
SU1581463A1 |
| Устройство для обрезки и прошивки поковок | 1980 |
|
SU984608A1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Совмещенный штамп | 1989 |
|
SU1703240A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU996037A1 |
| Автоматическая линия для получения поковок | 1988 |
|
SU1611539A1 |
1. УСТРОЙСТВО ДЛЯ ОБРЕЗКИ ОБЛОЯ И ПРСЯЙИВКИ ПЕРЕМЫЧКИ ШТАМПОВАННЫХ ПОКОВОК, содержащее штамп, состоящий КЗ верхней плиты с закрепленным на ней обрезным пуансоном, связанной с верхней плитой подвижной траверсы с выталкивателем поковки. /f fo39yx6 facnpeSfflumeлю - , и нижней плиты с установленными на ней матрицей и прошивнем, а также промышленный робот, отличающееся тем, что, с целью упрощения конструкции, повышения надежности и производительности, штамп снабжен дополнительным приводом подвижной траверсы, выполненным в виде пневмоцилиндров, закрепленных на верхней плите, штоки которых связаны с подвижной траверсой, а полости пневмоцилиндров соединены через воздухораспределитель с системой управления промышленного робота. 2. Устройство по п. 1, о т л ичающееся тем, что на штоках пневмоцилиндров установлены регулие1уие по высоте ограничители хода под(Л вижной траверсы. ,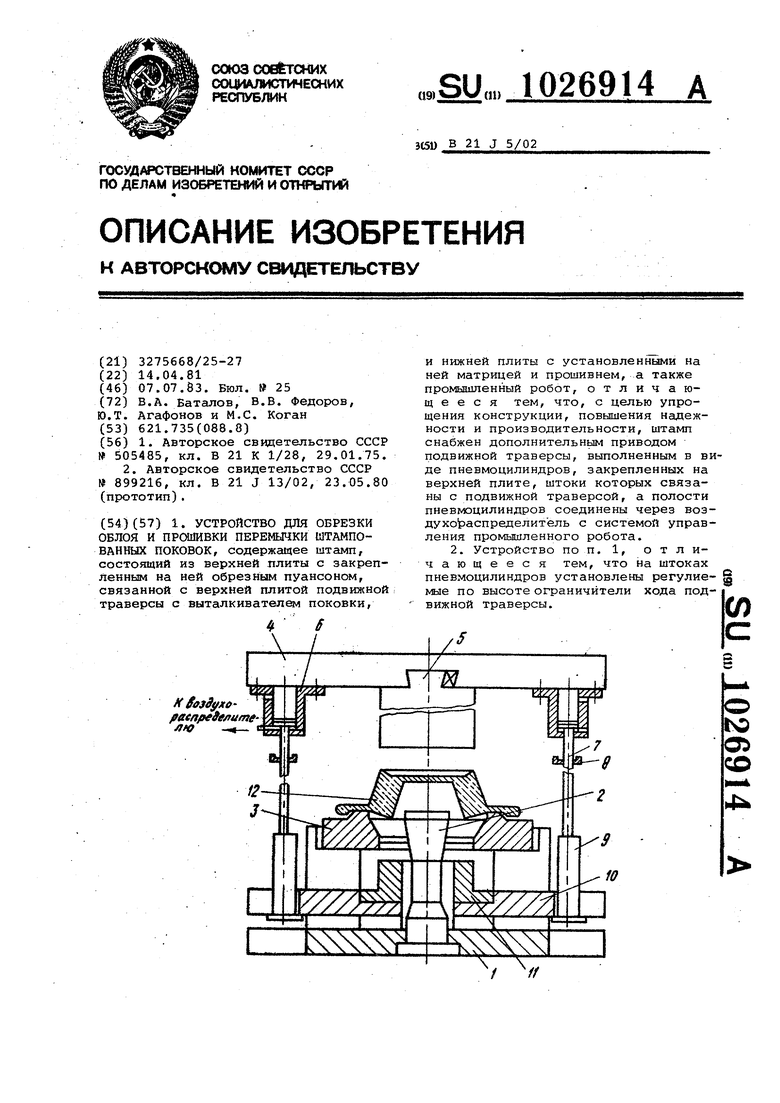
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Комбинированный штамп | 1975 |
|
SU505485A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штамп | 1980 |
|
SU899216A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
