(54) КОМБИНИРОВАННЫЙ ШТАМП
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп для обрезки облоя,прошивки и раздачи поковок | 1979 |
|
SU869928A1 |
| Способ изготовления конических зубчатых колес | 1990 |
|
SU1729677A1 |
| Совмещенный штамп | 1981 |
|
SU1009595A1 |
| Комбинированный штамп для штамповки и просечки отверстий | 1979 |
|
SU774757A1 |
| Совмещенный штамп | 1984 |
|
SU1207614A1 |
| Штамп совмещенного действия | 1984 |
|
SU1212679A1 |
| КОМБИНИРОВАННЫЙ ШТАМП | 1991 |
|
RU2025185C1 |
| Совмещенный штамп для получения пустотелых осесимметричных поковок без штамповочных уклонов | 1987 |
|
SU1588479A1 |
| КОМБИНИРОВАННЫЙ ШТАМП | 1991 |
|
RU2021069C1 |
| Комбинированный штамп | 1980 |
|
SU912388A1 |
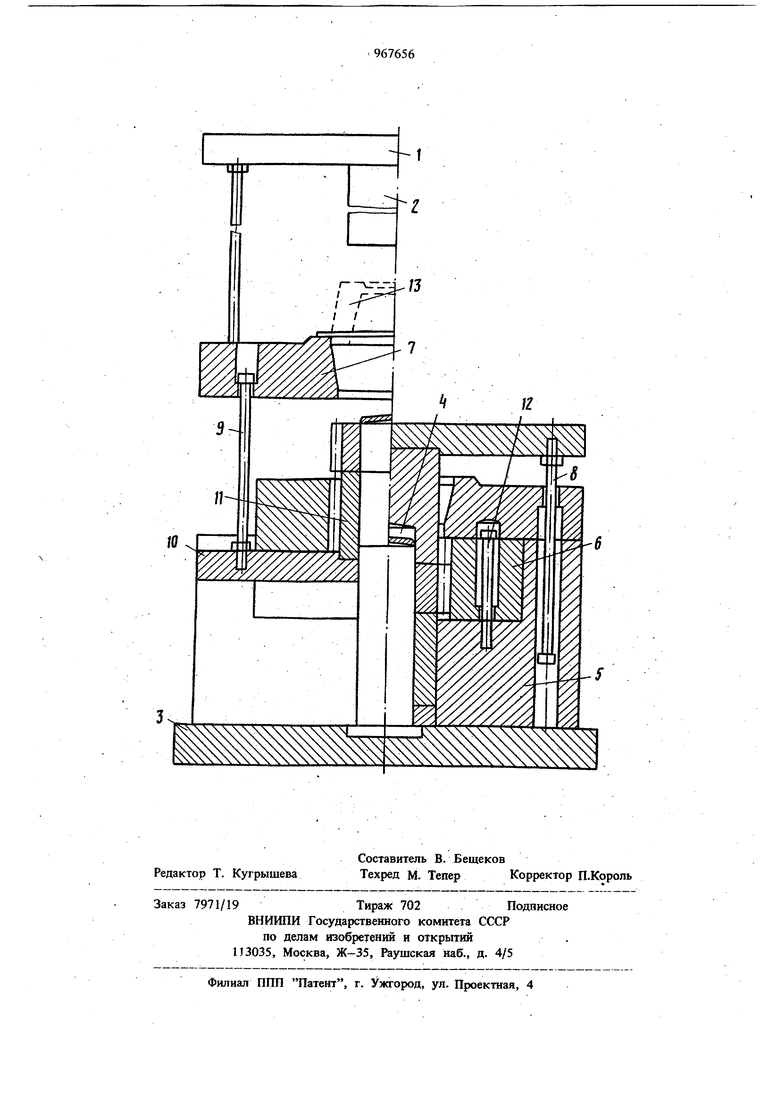
. .1 , Изобретение относится к обработке металлов давлением, а именно к конструкциям .калиброванных штампов, и может быть использовано для отделения отходов. Обжима в ца, окончательного оформления наружного и внутреннего контура поковки за один ход ползуна пресса, например, для изготовления поковЪк типа шестерен. Известен штамп для обрезки облоя, обжатия поковки, пробивки отверстия и раздачи ступицы, содержащий верхнюю плиту с размещенными на ней. пуансоном и прошивнем, нижнюю плиту с установленной сооско пуансону конической обжимной матрицей 1Ь Недостатком известного штампа является невысокая прой зводительность, так как обрез ка облоя н обжим поковки осуществляется за один переход, а пробивка отверстия и раз дача ступицы за второй. Известен штамп совмещенного действия для обрезки облоя, пробивки отверстия, обжима венца и раздачи ступицы за один ход ползуна пресса, содержащий верхнюю плиту с- пуансоном, нижнюю плиту с прошивнем, конический матрицедержатель с матрицей, а также коромысло с выталкивателем {21. Недостатками штампа являются большая вероятность застревания поковки пра выталкивании ее из, матрицы вследствие маленькой ВЫСОТЫ калибрующего пояска, перекоса выталкивателя, а также иевозможность получеиия поковки с точными размерами. Цель изобретения - повышение надежности работы штампа и точности размеров пОковки. Поставленная цель достигается тем, что комбинированный штамп, содержаший верхнюю шшту с пуансоном, нижнюю плиту с процшв1Нем, матрицедержатель с конической матрнакей, коромысло с выталкивателем, снабжен формообразующей матрицей, установленной с возможностью ограниченного осевого перемещения в матрицедержателе, а коническая матрица размещена подвижно и связана тягами с верхней плитой и коромыслом. 39 На чертеже изображен штамп, общий вид. Комбинированный штамп содержит верхнюю плиту Г с пуансоном 2, нижнюю плиту 3 с прошивнем 4. На нижней плите 3 неподвижно закреплен Матрицедержатель 5, в котором с возможностью ограниченного перемещения установлена формообразующая матрица 6. Между верхней/плитой 1 и матрицей 6 с возможностью осевого перемещения размещена коническая матрица 7, связанная тягами 8 с верхней плитой и тягами 9 с коромыслом 10, на котором соосно с прощивнем.4 смонтирован выталкиватель 11. Высота перемещения формообразующей мат рицы 6 в матрицедержателе 5 определяется расстоянием, необходимым для снятия поковки с прошивня 4, и ограничено высотой тяг 12, нижний конец которых жестко прикреплен к матрицедержателю 5. Внутренний профиль формообразующей матрицы соответствует наружному профилю готовой поковки. Устройство работает следующим образом. В исходном положении верхняя плита 1 с пуансоном 2, коническая матрица 7 занимают крайнее верхнее положение. Отштампованная горячая поковка 13 укладывается в приемную часть обжимной конической матрицы 7. При ходе ползуна пресса (не показан) вниз опускается верхняя плита Г с пуансоном 2, одновременно с ними опускается и обжимная кон ческая матрица 7 до контакта с формообразующей матрицей 6. При дальнейшем опускании верхней плиты пуансон 2 обрезает облой, обжимает поковку 13, проталкивает ее через коническую матрицу 7, прошивень 6 пробивает отверстие. Далее пуансон проталкивает обжатую поковку 13 в кольцевую щель, образованную наружным контуром прошивня 4 и внутренним контуром формообразующей матрицы 6, при зтом оформление наружного контура венца поковки происходит за счет выдавливания, так как диаметр обжатой поковки больше наименьшего размера формооб разующёй матрицы. Как только поковка остановилась на выталкивателе 11, заняв крайнее нижнее положение, пуансон 2, продолжает опускаться вниз, осаживает венец поковки при этом металл заполняет полости, соответствующие наибольшим размерам формообразу ющей матрицы. Таким образом, оформление наружного контура поковки осуществляется выдавливанием и осадкой поковки. 4 При ходе ползуна пресса вверх выбираются зазоры между опорными поверхностями головок тяг 8 и отверстий конической матрицы 7 и далее вместе с верхней плитой поднимается вверх коническая матрица 7 с коромыслом 10 и выталкивателем 11. Последний, воздействуя на поковку 13, перемещает ее вместе с матрицей 6, снимая поковку с прошивня 4. Матрица 6 перемещается до тех пор, пока выбираются зазоры между опорными поверхностями головок тяг 12 и oтвepctий матрицы 6. Далее вместе с верхней плитой и конической обжимной матрицей поднимается коромысло 10, вытапкивая поковку из формообразующего ручья : матрицы 6 выталкивателем П. После остановки ползуна поковку и отходы удаляют. Далее процесс повторяют. Предложенный штамп по сравнению с известным обладает повышенной надежностью работы и обеспечивает получение поковок с более высокой точностью работьг Износ калибрующей части конической матрицы уменьшен примерно вдвое.: Снижена вероятность застревания поковки при обратном выталкиваНИИ и усилие выталкивания, так как сначала поковка снимается с прошивня, а затем выталкивается из формообразующей матрицы. Увеличивается стойкость выталкивателя. На предложенном штампе можно изготавливать поковки со сложным наружным и внутренним KOHTjppM венца, например штамповки типа шестерен, на нем получают поковки, размеры которых максимально приближены к размерам готовой детали, что ведет к снижению расхода металла при последующей механической обработке. Формула изобретения Комбинированный пггамп, содержащий верхнюю плиту с пуансоном, нижнюю плиту с прошивнем, матрицедержатель с конической матрицей, а также коромысло с выталкивателем, отличающийся тем, что, с целью повышения надежности работы и точности размеров поковки, он снабжен формообразующей матрицей, установленной соосно пропшвню с возможностью ограниченного осевого перемещения в Матрицедержателе, а коническая матрица размещена подвижно и связана тягами с верхней плитой и коромыслом. Источники информации, принятые во внимание при зкспертизе 1.Штамповка без штамповочных уклонов РТМ2 Н83-12-76, с. 56, рис. 30. 2.Там же, с. 59, рис. 31 (прототип).
