сл
с

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обрезки облоя горячештампованных поковок | 1986 |
|
SU1523239A1 |
| Обрезной штамп | 1986 |
|
SU1329879A1 |
| Штамп для обрезки поковок | 1988 |
|
SU1641497A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU996037A1 |
| Штамп для обрезки и зачистки поковок | 1972 |
|
SU526430A1 |
| Штамп для обрезки облоя | 1984 |
|
SU1199412A1 |
| Автоматическая линия для получения поковок | 1988 |
|
SU1611539A1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Многопозиционный штамп последовательного действия к прессу | 1990 |
|
SU1780915A1 |
| Штамп совмещенного действия | 1977 |
|
SU660765A1 |
Изобретение относится к обработке металлов давлением, в частности, к изготовлению стержневых поковок с утонением. Цель изобретения - повышение производительности и снижение трудоемкости. При опускании верхней плиты происходит силовое замыкание рабочей зоны обработки заготовки и за один рабочий ход осуществляется формообразование детали и ее отделение от облоя. Устройство содержит верхнюю и нижнюю плиты, вертикальные клинья, пол- зушки, пуансоны, матрицу, съемник, подпружиненные гильзы. 2 с. и 1 з.п. ф-лы, 5 ил
Изобретение относится к обработке металлов давлением и может быть использовано для получения стержневых поковок, например заготовок резцов.
Цель изобретения - повышение производительности и снижение трудоемкости.
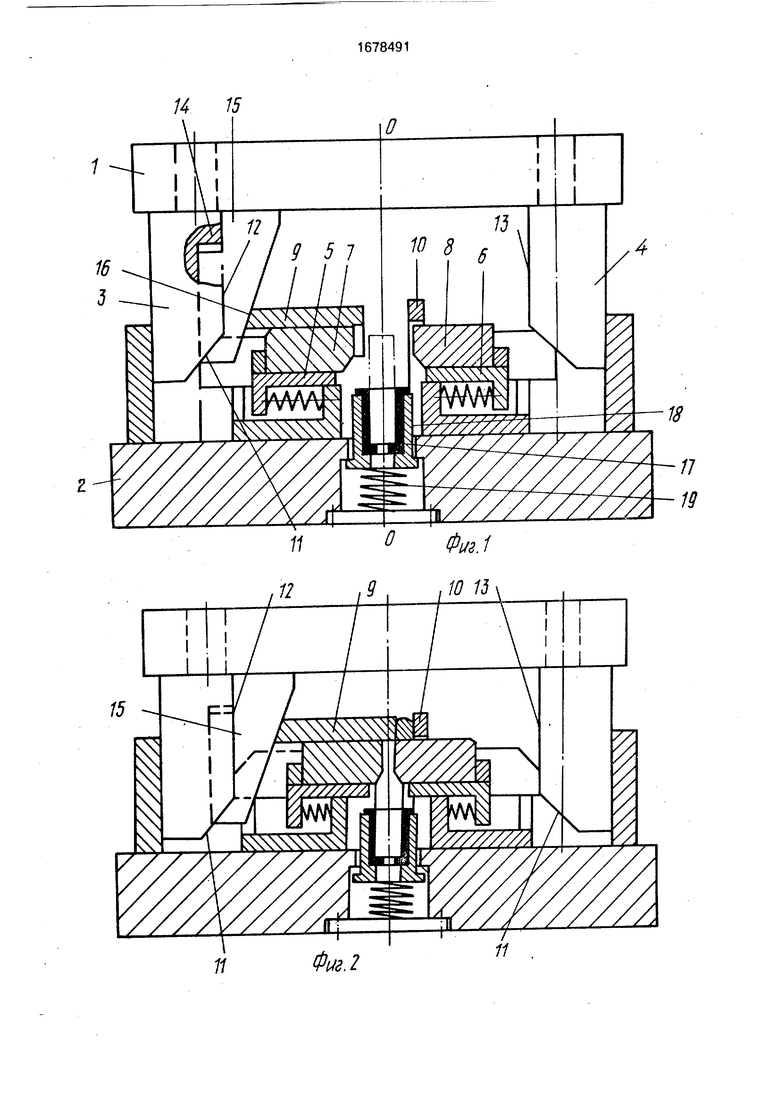
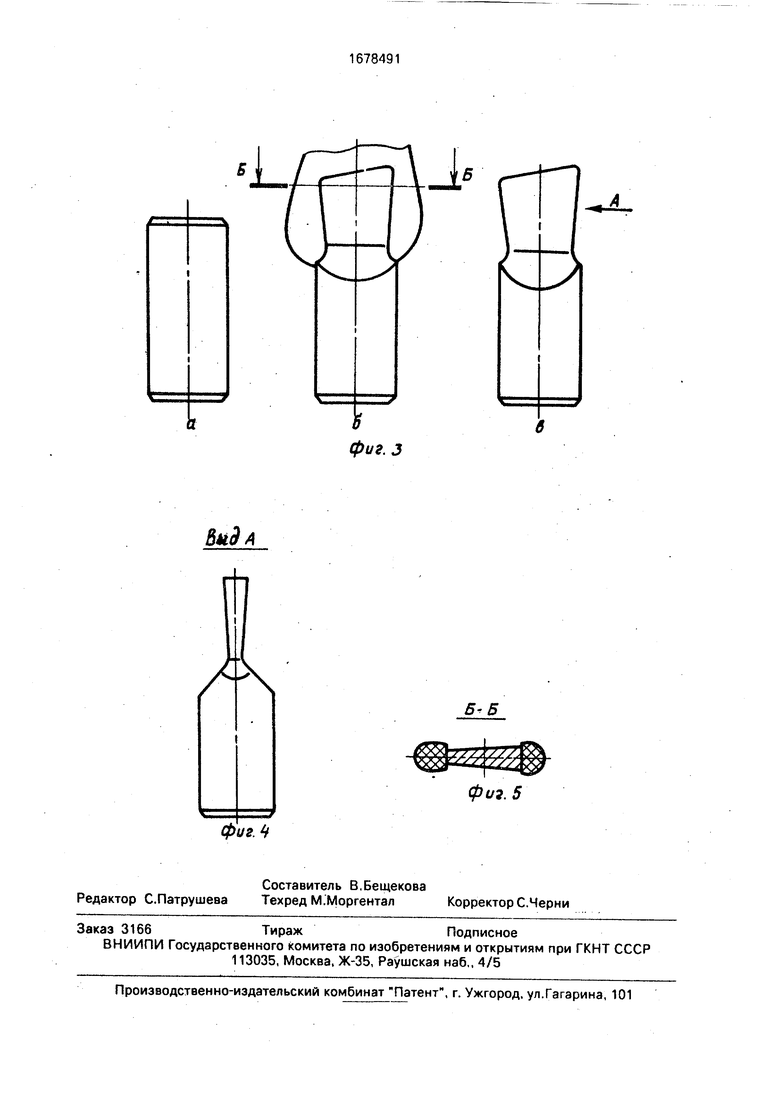
На фиг.1 представлен штамп, исходное положение; на фиг.2 - положение основных элементов штампа после оформления контура головки обрезной матрицей; на фиг.З - технологическая последовательность изготовления поковки резца; на фиг.4 - вид А на фиг.З; на фиг.5 - сечение Б-Б на фиг.З.
Штамп (фиг.1) содержит верхнюю 1 и нижнюю 2 половины, вертикальные клинья 3 и 4, связанные с верхней половиной 1 и взаимодействующие с ползушками 5 и 6, установленными в направляющих, деформирующие пуансоны 7 и 8 установлены непосредственно в ползушках, обрезная
матрица 9 установлена в направляющих на ползушке 5, а съемник 10 установлен со стороны ползушки 6 и жестко связан с нижней половиной штампа 2 причем вертикальные клинья 3 и 4 выполнены в виде направляющих колонок с наклонными концевыми плоскостями 11 и вертикальными боковыми плоскостями 12 и 13, при этом на вертикальной плоскости 12 одного из клиньев (3) выполнен прямоугольный паз 14, в котором установлен дополнительный клин 15 для взаимодействия с наклонной плоскостью 16 обрезной матрицы 9, а на нижней половине 2, между ползушками 5 и 6, в оси 0-0 штампа установлена с возможностью возвратно-поступательного перемещения вдоль этой оси подпружиненная гильза 17, имеющая со стороны верхнего торца пнутреннюю полость, в которой установлена сменная технологическая втулка 18
Os VJ 00
Јь
ю
Способ осуществляется следующим образом.
Исходная цилиндрическая заготовка, нагретая до ковочной температуры, одним концом в высокочастотном индукторе (не показан) устанавливается ненагретым концом во внутреннее отверстие сменной технологической втулки 18.
При включении рабочего хода пресса ползун вместе с верхней половиной 1 штампа опускается вниз, концевые плоскости 11 вертикальных клиньев 3 и 4, находясь в контакте с соответствующими наклонными плоскостями ползушек 5 и б, перемещают их навстречу друг другу. Пуансоны 7 и 8 производят деформацию нагретого конца заготовки с двух сторон до требуемых размеров и останавливаются, так как наклонные плоскости ползушек выходят из контакта с наклонными плоскостями 11 вертикальных клиньев и дальнейший контакт происходит по вертикальным боковым плоскостям 12 и 13. При дальнейшем движении ползуна вниз перемещается только одна обрезная матрица 9 от воздействия дополнительного клина 15, которая оформляет контур головки резца по контуру неподвижных пуансонов, сдвигая облой в сторону съемника 10(фиг.2). При подъеме ползуна вверх вместе с верхней половиной штампа 1, ползушки 5 и 6 вместе с пуансонами 7 и 8, а также обрезная матрица 9 возвращается в исходное состояние. Съемник 10 снимает облой с правого пуансона 8, гильза 17 с технологической втулкой 18 и поковкой под действием пружины 19 поднимаются и готовая поковка, а также облой удаляются из зоны штампа.
Пример. Исходная заготовка из стали 40Х диаметром 22 мм и длиной 48 мм одним концом длиной 20 мм нагревается до 1100°С в индукторе с частотой 2400 Гц в течение около 12с. После нагрева заготовка ненагретым концом вставляется в вертикальном положении в отверстие сменной технологической втулки, диаметр которой равен 22,5 мм, а глубина 20 мм. При включении пресса и опускании ползуна вниз происходит шгамповка нагретого конца заготовки и обрезка облоя по контуру головки, а при подъеме ползуна и разъеме штампа - удаление готового изделия и облоя из зоны штампа. Время штамповки одной заготовки менее 5 с.
После штамповки механическая обработка боковых поверхностей и контура головки не требовалась, кроме посадочного гнезда под твердосплавную напайку.
Формула изобретения
0 с фиксацией заготовки по технологическим элементам и удалении облоя, отличающийся тем, что, с целью повышения производительности и снижения трудоемкости, осуществляют оформление дополнительно5 го технологического элемента, при этом расплющивание головки и оформление технологических элементов производят за один переход, технологические элементы выполняют на обеих боковых поверхностях
0 головки в виде полостей с контуром донной части, соответствующим контуру головки готовой детали, и поверхностью донной части, соответствующей боковым поверхностям головки готовой детали, при этом при отде5 лении облоя производят фиксирование полученного изделия по поверхности донной части головки.
0 и нижнюю половины, вертикальные клинья, связанные с верхней половиной и расположенные с возможностью взаимодействия с ползушками, установленными в направляющих, а также пуансоны, матрицу для разде5 лительных операций и съемник, отличающийся тем, что вертикальные клинья выполнены в виде направляющих колонок с наклонными концевыми и вертикальными боковыми плоскостями, при этом на верти0 кальной плоскости одного из клиньев выполнен паз, в котором установлен дополнительный клин, размещенный с возможностью взаимодействия с наклонной плоскостью матрицы, при этом последняя
5 установлена в направляющих одной из ползушек, а пуансоны, установлены непосредственно в ползушках.
Фм.2
Физ.1
Вид А
iti
/
фиг. j
| Способ получения поковок типа стержня с головкой и штамп для его осуществления | 1982 |
|
SU1174142A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Штамп для вырубки и осадки | 1981 |
|
SU994098A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
