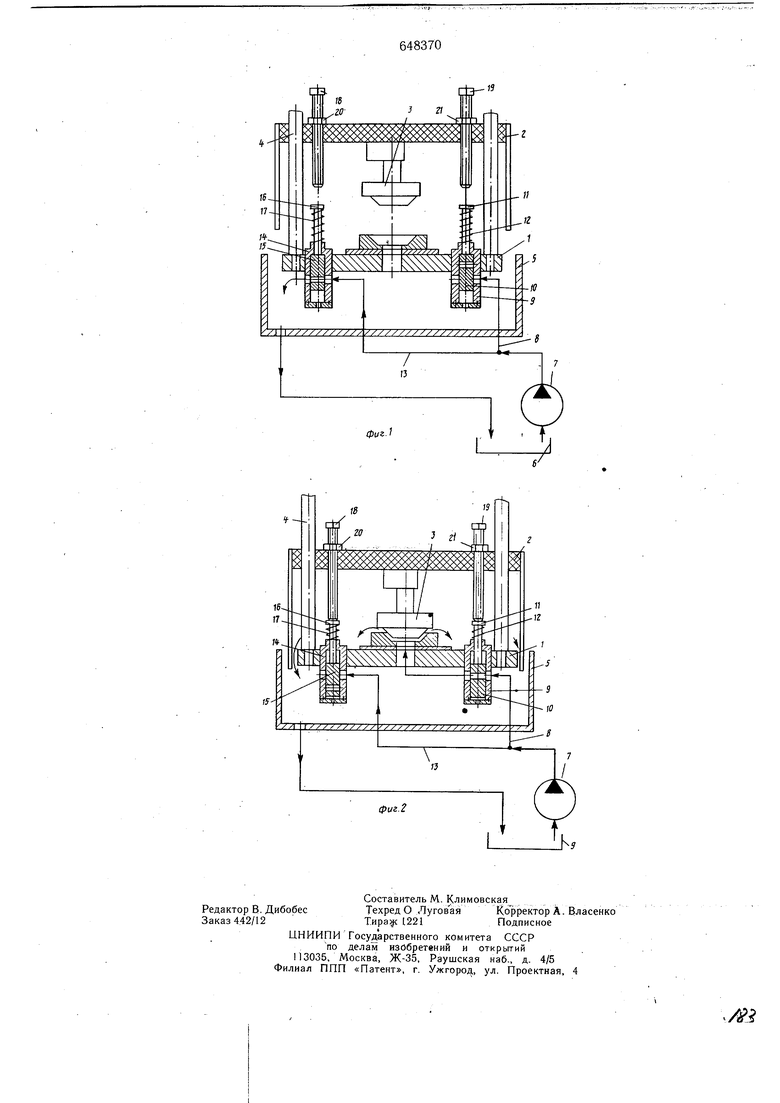
Изобретение относится к области электрохимической обработки деталей и может быть использовано в электрохимических станках. Известны устройства для электрохимической обработки, в которых во время обработки детали, электролит поступает в зону обработки, а во время паузы подается по обводному трубопроводу, минуя рабочую зону 1. Для облегчения работы насоса и его привода в известном устройстве регулируют подачу электролита с помощью запорно-регулирующих элементов с индивидуальными электроприводами н системы управления нмн. Насос при этом работает, постоянно, однако индивидуальные электроприводы запорнорегулирующих элементов и система управления ими усложняет это устройство. Известно устройство для электрохимической обработки, гидросистема которого состоит из напорного и сливного трубопроводов, каждый из которых снабжен запорно-регулирующим элементом в виде корпуса и золотника с подпружиненным штоком 2. Для обеспечения переключения подачи эл.ектролита с напорного трубопровода на обводный, в известном устройстве также предусмотрены индивидуальные электроприводы. При обработке электролит подаётся по напорному трубопроводу с открытым запорно-регули рующим элементом в рабочую зону. Отработанный электролит через коллектор и сливной трубопровод поступает в сливной бак. Во время технологической паузы (смена обрабатываемой детали) запорно-регулирующий элемент на напорном трубопроводе закрывается с помощью индивидуального электропривода, а на обводном трубопроводе - открывается. При этом электролит, минуя зону обработки, по обводному трубопроводу поступает в сливной бак. Индивидуальные электроприводы на запорно-регулирующей арматуре и система управления ими усложняет регулировку подачи электролита и снижает надежность устройства в работа. Цель изобретения - упрощение устройства для электрохимической размерной обработки и повышение надежности его в работе. Для этого предлагаемое устройство снабжено установленными на травере с возможностью осевого установочного перемещения упорами, каждый из которых предназначен ДЛЯ взаимодействия С с6ответствую1Цим штоком запорно-регулирукяцёгбэле йента, причем указанные элементы встроены в рабочий стол. . Упбры установлены с помощью резьбового соединения и стопорной гайки с воз можйостью регулирования длины рабочей части упора в зависимости от высоты обрабатываемой детали, Регулируемые по длине упоры, переключающие запорно-регулирующие элементы на напорном и обводном трубопроводах,связанных с двйжением элёктрода-инструмента, :позволяют исключить индивидуальные электроприводы запорно-регулирующих элементов и систему управления. . На фиг. I приведена схема предлагаемо-. го устройства в нерабочем состоянии; на фиг. 2 - то же, в рабочем состоянии. Устройство содержит стол I для установки обрабатываемой детали; траверсу 2 с электродом-инструментом 3, перемещающуюся по направляющим 4; коллектор 5 для отработанного электролита; резервуар 6 для чистого электролита; нагнетэющий насос 7; напорный трубопровод 8 с запорно-регулирующим элементов, содержащим корпус 9 с отверстиями для подключения напорного трубопровода 8, золотник 10, соединенный со штоком 11, расположенным в пружине 12; обводный трубопровод 13, соединенный с рабочим отверстием запорнб-регулирующего элемента, содержащего корпус 14, золотник 15,соединенный со щтокрм 16, расположенным в пружине 17. Упоры 18, 1.9 установлены соосно с запорно-регулирующими элементами на траверсе 2 с помощью резьбового соединения и застопорены гайками 20, 21. В зависимости от вертикального размера обрабатываемой детали устанавливают рабочую длину упоров 18, 19 так, чтобы при опускании траверсы 2 с электродо1у1-инструментом 3 Б рабоче;е положение упоры 18, 19 пёремеш,али щтбкйМ, 16с золотниками 10, 15 соответствующих запорно-регулирующих элементов в крайнее нижнее положение. Когда устройство, находится в нерабочем состоянии, упоры 18, 1.9 Подняты э верхнее положение и не воздействуют на щтоки И, 16.За счет ynpyr6ctrfЬруж й штоки II, 16 с золотниками 0, 15 подняты й верх1№е положение. При этом зЬлотник 10 закрьь вает отверстия дли прохожде йгя эЛектролита в корпус 9 на напорном трубопроводе 8, а золотник 15 otк()ыSaeт проход для электролита через корпус 14 на обводном трубопроводе 13. Электролит циркулирует и3 р1езервуара 6 с пОмб1цью насоса 7 пО обводному трубопроводу 13.через корпус 14 обратно в резервуар 6,минуя рабочую зону. Для-обработки детали траверса 2 с электродом-инструментом 3 и упорами 18, 19 опускается по направляющим 4 в нижнее рабочее положение. Упоры 18, 19 перемещают щтоки 11, 16 С золотниками 10, 15 в нижнее положение (фиг. 2). Золотник 15 закрывает отверстия в корпусе 14 на обводном трубопроводе, а золотник 40 открывает проход для электролита через корпус 9 на напорном трубопроводе. При этом электролит из резервуара 6 с помощью насоса 7 по напорному трубопроводу 8 поступает в рабочую зону. Обработанный электролит сливается в коллектор 5. По окончании обработки траверса 2 с электродом-инструментом 3 и упорами 18, 19 поднимает.ся вверх, освобождая щтоки 11, 16. Устройство возвращается в исходное нерабочее состояние. Предлагаемое устройство обеспечивает автоматическую подачу электролита в рабочую зону при обработке детали в циркуляции электролита вне рабочей зоны во время технологической паузы. При этом оно проще и надежнее известного за счет исключения индивидуальных электроприводов и средств управления ими. Устройство может быть использовано в двух- и более позиционных электрохимических станках, в электрохимических станках с промывкой после обработки детали в электролите. Формула изобретения Устройство для электрохимической размерной обработки устанавливаемой на рабочем столе, электродом-инструментом, закрепленным на подвижной в направлении подачи траверсе, в среде электролита, подаваемого из резервуара через гидросистему, содержащую напорный и сливной трубопроводы, каждый из которых снабжен запорно-регулирующим элементом в виде корпуса и золотника, жестко связанного с подпружиненным щтоком, отличающееся тем, что, с целью упрощения конструкции и повыщения надежности устройства, на траверсе установлень с возможностью осевого установочного перемещения упорами, каждый из которых предназначен для взаимодействия с соответствующим щтоком запорно-регулирующего элемента, а элементы встроены в рабочий стол. Источники информации, принятые во внимание при экспертизе 1.Патент Японии № 4212134, кл. 12 А 63, 1974. 2.Авторское свидетельство СССР № 463530, кл. В 23. Р 1/04, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимической обработки | 1981 |
|
SU984784A1 |
| Устройство для размерной электрохимической обработки | 1979 |
|
SU891298A2 |
| Устройство для электрохимической размерной обработки | 1978 |
|
SU686842A2 |
| Устройство для размерной электрохимической обработки | 1977 |
|
SU655496A1 |
| Электрод-инструмент для размерной электрохимической обработки | 1981 |
|
SU1068250A1 |
| Система подачи электролита электрохимического станка | 1977 |
|
SU738812A1 |
| Устройство для электрохимической обработки | 1973 |
|
SU463530A1 |
| Устройство для электрохимической размерной обработки | 1979 |
|
SU865583A2 |
| Устройство для электрохимической копировально-прошивочной обработки | 1972 |
|
SU485851A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ДОВОДКИ | 2007 |
|
RU2361703C1 |
:: 2
