Изобретение относится к технологическим способам изготовления коррозионностойK ix строительных элементов в специальных установках, которые обеспечивают возможность получения изделий повышенного качества, предназначенных для строительства промышленных зданий и сооружений с сильноагрессивными средами.
Известен способ изготовления комплексных строительных элементов, заключаюшийся в формовании железобетонного сердечника с прикреплением каркасной сетки и с последующим нанесением внешнего полимербетонного слоя путем погружения сердечника в форму, заполненную полимербетонной массой 1.
Недостатком, известного способа является получение неоднородного по структуре полимербетонного слоя, обладающего низкой плотностью и недостаточно надежным сцеплением с сердечником. Такие изделия имеют низкую коррозионную стойкость к агрес сивной среде, что ограничивает область их применения.
Известна установка, выполненная в виДе поддона с шарнирно прикрепленными к нему бортами.
Форма снабжена вибровозбудителями, а с целью уменьшения адгезии бетона с формой рабочие поверхности формы покрываются полимерной пленкой 2.
Основным недостатком этой установки является отсутствие возможности создания дополнительной подпитки, экструзии, полимербетонной массы в процессе омоноличивания сердечника, а это приводит к невозможности получения изделий высокого качества.
Цель данного изобретения - повышение надежности сцепления полимербетонного слоя с сердечником за счет получения однородной структуры полимербетонного слоя и его дополнительной анкеровки в глухих отверстиях сердечника.
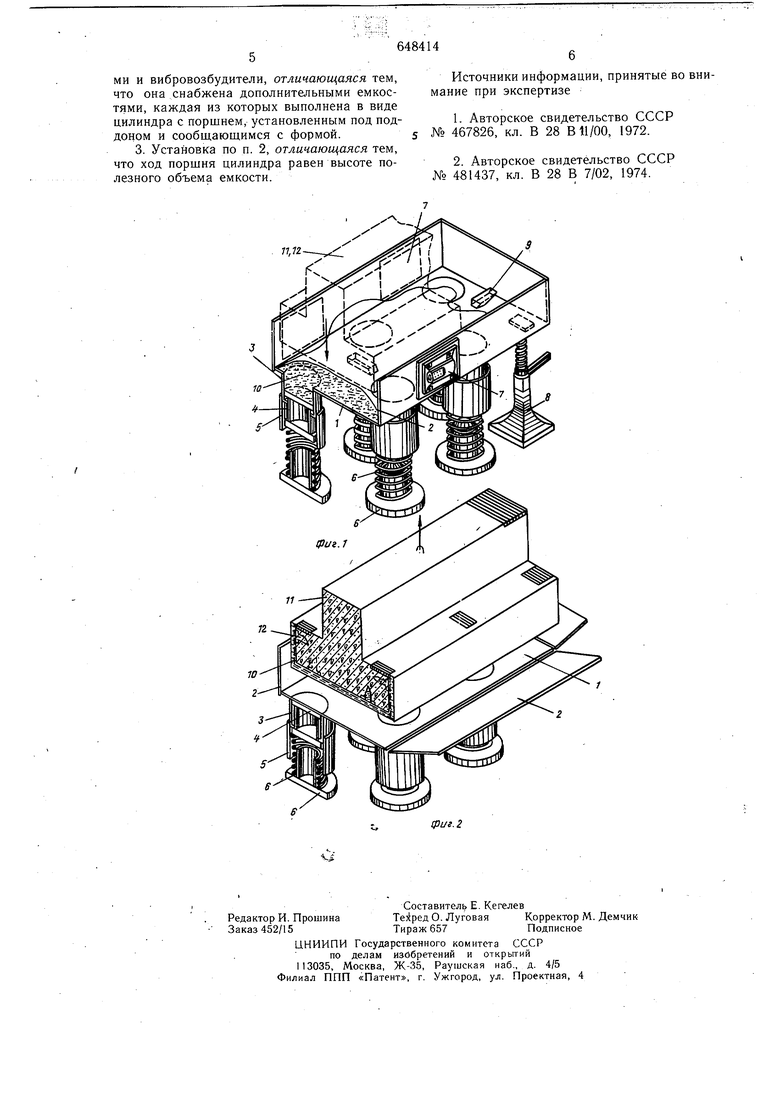
Указанная цель достигается техническим решением, представляющим собой новый способ изготовления комплексных строительных элементов сложной конфигурации и большой протяженности, осуществление которого обусловливается применением устайовки определенной новой конструкции. Изобретение отличается от известного способа изготовления комплексных строительных элементов тем, что на поверхности сопряжения сердечника с полимербетонным слоем выполняют глухие отверстия, а погружение сердечника в форму осуществляют с одновременной подпиткой формы полимербетонной массой через ее днище. Отличие новой установки, позволяющей осуществить этот способ, состоит в том, что она снабжена дополнительными ем1 Ьстями, каждая из которых выполнена в виде цилиндра с поршнем, установленным под поддоном и сообщающимся с формой. Причем ход порщня цилиндра равен высоте полезного объема емкости. На фиг. 1 изображена установка для осуществления способа, заполненная полимербетонной массой; на фиг. 2 - комплексный строительный элемент и установка после распалубки., Установка содержит форму в виде поддона 1, с щарнирно прикрепленными к нему бортами 2, и размещенные под поддоном сообщающиеся с формой емкости в виде цилиндра 3 с порщнем 4, перемещающиеся в направляющих 5 и опирающиеся на пружинные подставки 6. Установка имеет навесные вибровозбудители 7 и снабжена временными опорами домкратного типа 8. Работоспособность и долговечность установки обеспечивается антиадгезионной облицовкой ее движущихся частей и внутренних формующих поверхностей, например, металлопластом или полимерной пленкой. Способ изготовления комплексных строительных элементов и работа установки осуг ществляются следующим образом. Установку фиксируют на заданной высоте поршней в емкостях с помощью временных опор 8. На поддоне 1 размещают предварительно изготовленные из полимербетона фиксаторы 9 и равномерно по всей длине формы укладывают без вибрирования требуемое коли«Гество.полимербетонной смеси 10. А в железобетонном сердечнике 11, изготовленном с выходящими на поверхность заглущенными трубчатыми закладными деталями 12, прорезают, например, газовой резкой отверстия и присоединяют сварную проволочную сетку. После чего готовые к омоноличиванию сердечники .погружают в форму с полимербетонной . Затем установку освобождают от временн|)х опор и включают вибровозбудители. При этом сердечник будет продолжать погружение в полимербетонную смесь. По мере погружения сердёчника, недостающее количество полимербетона, равномерно заполняя полость между формой и сердечником, поступает снизу из емкостных, опор в результате выдавливания смеси из открытых цилиндров, поднимающи1У1ИСЯ под действием сил тяжести и вибрации поршнями. Это вибропогружение сердечника осуществляют до его проектного положения, устанавливаемого фиксаторами 9 и опорными частями сердечника. К этому моменту порщни в цилиндрах также займут свое верхнее положение, закрыв все отверстия в поддоне заподлицо с его внутренней поверхностью. При этом полимербетонная масса поднимется в форме до проектной отметки, По окончании омоноличивания изделия выдерживают в установке до приобретения распалубочной прочности. Для сокращения времени выдержки отформованных изделий, установка может быть выполнена с системой автономного подогрева формы. Полученные таким способом на установке комплексные строительные элементы обладают высокой заводской готовностью с повыщенной плотностью армополимербетонной оболОчки, поверхностям которой придают заранее заданные цвет и фактуру. I Заводское апробирование и проведенные испытания показали, что реализация данного изобретения обеспечивает более щирокие возможности получения высококачественных изделий с повышенной прочностью сцепления армополимербетонной оболочки и цементного бетона сердечника, с более вы- . сокой огнестойкостью при комбинированном защитном слое по арматуре из цементного и полимерного бетонов и с другими наперед заданными параметрами по конфигурации сечения, габаритам, плотности и толщине оболочки, а также по несущей способности, жесткости, трещиностойкости и долговечности в агрессивных средах. Все это позволяет получить существенный экономический эффект, определяющий значимость данного изобретения «Способ изготовления комплексных строительных элементов и установка для его осуществления. Формула изобретения 1. Способ изготовления комплексных строительных элементов, заключающийся в формовании железобетонного сердечника с прикреплением каркасной сетки и с последующим нанесением внешнего полимербетонного слоя путем погружения сердечника в форму, заполненную полимербетонной массой, отличающийся тем, что, с целью повышения надежности сцепления полимербетонного слоя с сердечником, на поверхности сопряжения сердечника с полимербетонным слоем выполняют глухие отверстия, а погружение сердечника вформу осуществляют с одновременной подпиткой формы полимербетонной массой через ее днище, 2. Установка для осуществления способа по п. 1, содержащая форму в виде поддона с шарнирно прикрепленными к нему бортами и вибровозбудители, отличающаяся тем, что она снабжена дополнительными емкостями, каждая из которых выполнена в виде цилиндра с поршнем, установленным под поддоном и сообщающимся с формой.
3. Установка по п. 2, отличающаяся тем, что ход поршня цилиндра равен высоте полезного объема емкости.
77,72
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 467826, кл. В 28 В 11/00, 1972.
2.Авторское свидетельство СССР № 481437, кл. В 28 В 7/02, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комплексный строительный элемент | 1978 |
|
SU767314A1 |
| Способ изготовления комплексных элементов | 1977 |
|
SU710805A1 |
| Способ изготовления комплексныхКОНСТРуКций и уСТАНОВКА для ЕгООСущЕСТВлЕНия | 1979 |
|
SU835761A1 |
| Способ изготовления слоистыхСТРОиТЕльНыХ элЕМЕНТОВ | 1979 |
|
SU846281A1 |
| Коррозионностойкий строительный элемент | 1979 |
|
SU857390A1 |
| Способ изготовления предварительно напряженных строительных конструкций | 1982 |
|
SU1106661A1 |
| Строительный элемент | 1984 |
|
SU1229290A1 |
| Способ изготовления комплексных строительных элементов | 1972 |
|
SU467826A1 |
| Строительный элемент | 1978 |
|
SU775264A1 |
| Строительный элемент | 1974 |
|
SU541952A1 |
