(54) СПОСОБ ИЗГОТОВЛЕНИ5 1 КОМПЛЕКСНЫХ ЭЛЕМЕНТОВ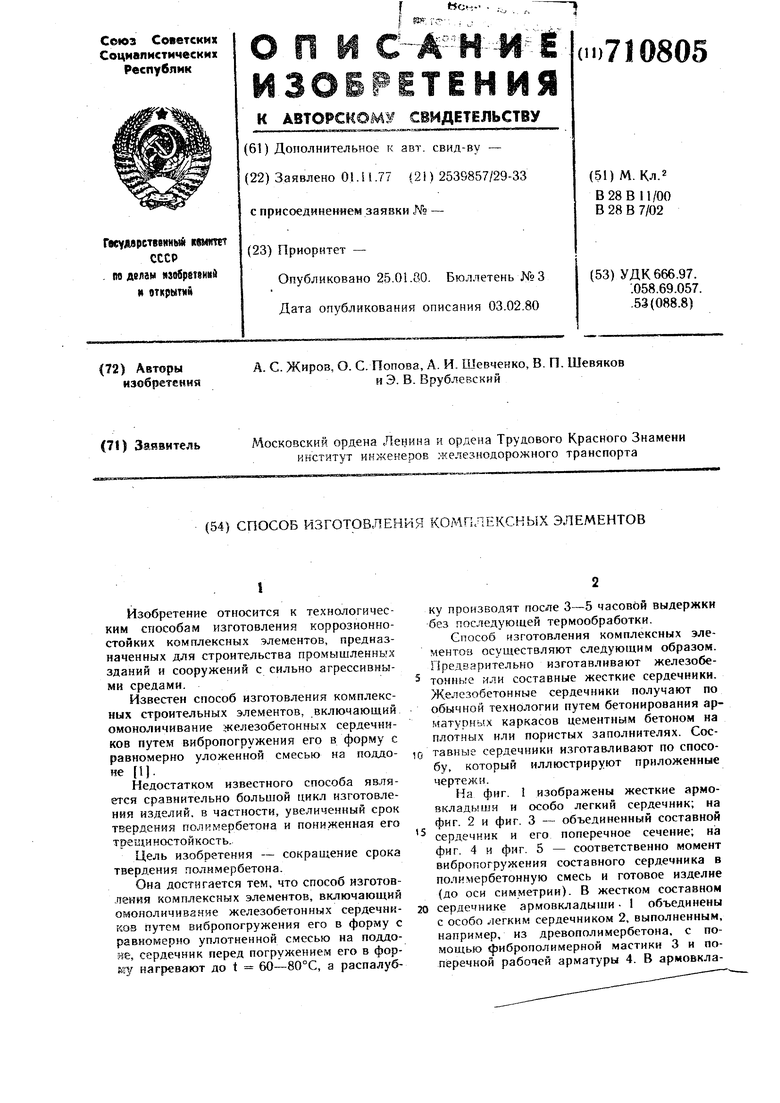
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления комплексных строительных элементов и установка для его осуществления | 1976 |
|
SU648414A1 |
| Способ изготовления комплексныхКОНСТРуКций и уСТАНОВКА для ЕгООСущЕСТВлЕНия | 1979 |
|
SU835761A1 |
| Способ изготовления слоистыхСТРОиТЕльНыХ элЕМЕНТОВ | 1979 |
|
SU846281A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНОЙ ТРЕХСЛОЙНОЙ СТЕНОВОЙ ПАНЕЛИ | 2001 |
|
RU2190524C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ СТЕНОВОЙ ПАНЕЛИ | 2001 |
|
RU2190523C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРБЕТОННЫХ ТРУБ И ОПАЛУБКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2091220C1 |
| Способ изготовления комплексных строительных элементов | 1972 |
|
SU467826A1 |
| Способ изготовления железобетонного объемного блока | 2017 |
|
RU2650151C1 |
| СПОСОБ ВОЗВЕДЕНИЯ МАЛОЭТАЖНЫХ ЗДАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2057864C1 |
| Комплексный строительный элемент | 1978 |
|
SU767314A1 |

Изобретение относится к технологическим способам изготовления коррозионностойких комплексных элементов, предназначенных для строительства промышленных зданий и сооружений с сильно агрессивными средами.
Известен способ изготовления комплексных строительных элементов, включающий омоноличивание келезобетонных сердечников путем вибропогружения его в форму с равномерно уложенной смесью на поддоне 1J.
Недостатком известного способа является сравнительно большой цикл изготовления изделий, в частности, увеличенный срок твердения полимербетона и пониженная его трещиностойкость.
Цель изобретения - сокращение срока твердения полимербетона.
Она достигается тем, что способ изготовления комплексных элементов, включающий омоноличивание железобетонных сердечников путем вибропогружения его в форму с равномерно уплотненной смесью на поддоне, сердечник перед погружением его в форщг нагревают до t 60-80°С, а распалубку производят после 3-5 часовой выдержки без послелЧующей термообработки.
Способ изготовления комплексных элементов осуществляют следующим образом. Предварительно изготавливают железобетонные или составные жесткие сердечники. Железобетонные сердечники получают по обычной технологии путем бетонирования арматурнух каркасов цементным бетоном на плотных или пористых заполнителях. Составные сердечники изготавливают по способу, который иллюстрируют приложенные чертежи.
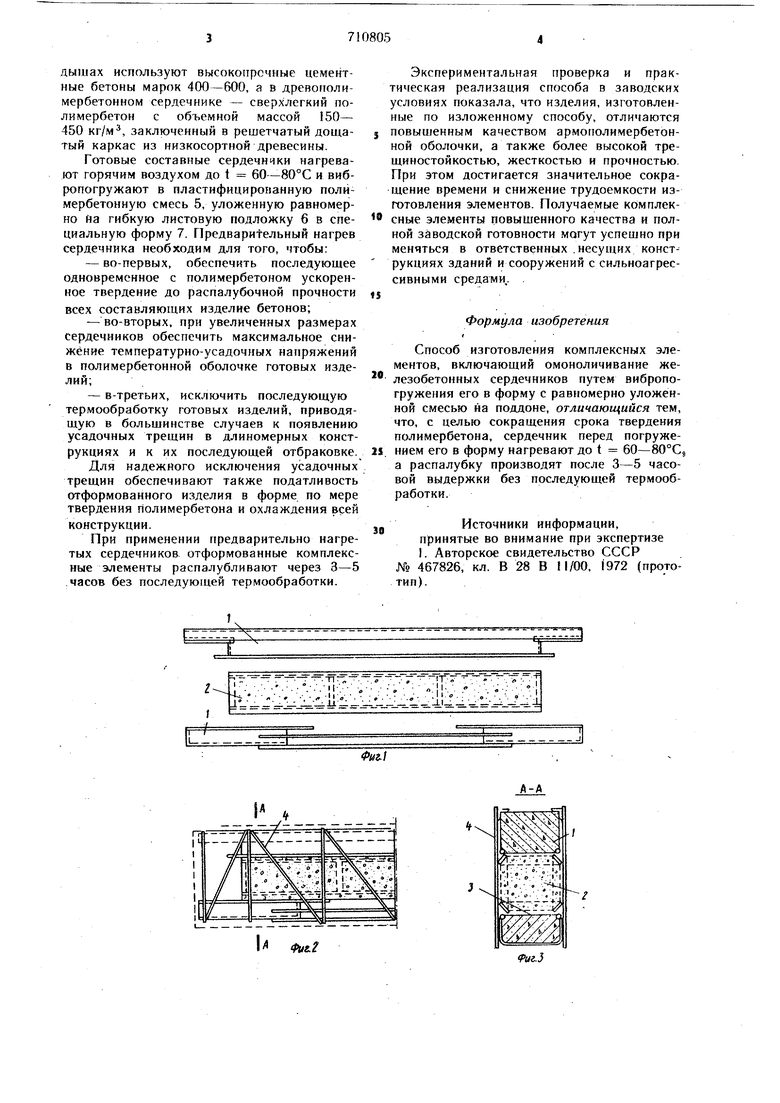
На фиг. 1 изображены жесткие армовкладыши и особо легкий сердечник; на фиг. 2 и фиг. 3 - объединенный составной
S
сердечник и его поперечное сечение; на фиг. 4 и фнг. 5 - соответственно момент вибропогружения составного сердечника в полимербетонную смесь и готовое изделие (до оси симметрии). В жестком составном 0 сердечнике армовкладыши - 1 объединены с особо ,;1егким сердечником 2, выполненным, например, из древополимербетона, с помощью фиброполимерной мастики 3 и поniepe4HoA рабочей арматуры 4. В армовкладышах используют высокопрочные цементные бетоны марок 400-600, а в древонолимербетонном сердечнике - сверхлегкий полимербетон с объемной массой 150- 450 кг/м, заключенный в решетчатый дощатый каркас из низкосортной древесины.
Готовые составные сердечники нагревают горячим воздухом до t 60-80°С и вибропогружают в пластифициронанную полимербетонную смесь 5, уложенную равномерно На гибкую листовую подложку б в специальную форму 7. Пpeдвapиteльный нагрев сердечника необходим для того, чтобы:
-во-первых, обеспечить последующее одновременное с полимербетоном ускоренное твердение до распалубочной прочности всех составляющих изделие бетонов;
-во-вторых, при увеличенных размерах сердечников обеспечить максимальное снижение температурно-усадочных напряжений в полимербетонной оболочке готовых изделий;
-в-третьих, исключить последующую термообработку готовых изделий, приводящую в большинстве случаев к появлению усадочных трещин в длиномерных конструкциях и к их последующей отбраковке.
Для надежного исключения усадочных трещин обеспечивают также податливость отформованного изделия в форме по мере твердения полимербетона и охлаждения всей конструкции.
При применении предварительно нагретых сердечников отформованные комплексные элементы распалубливают через 3-5 .часов без последующей термообработки.
. „. с
. ,
-lii.:
Экспериментальная проверка и практическая реализация способа в заводских условиях показала, что изделия, изготовленные по изложенному способу, отличаются повышенным качеством армополимербетонной оболочки, а также более высокой трещиностойкостью, жесткостью и прочностью. При этом достигается значительное сокращение времени и снижение трудоемкости изготовления элементов. Получаемые комплексные элементы повышенного качества и полной заводской готовности могут успешно при меняться в ответственных . несущих конст рукциях зданий и сооружений с сильноагрессивными средами,. .
Формула изобретения
Способ изготовления комплексных элементов, включающий омоиоличивание железобетонных сердечников путем вибропогружения его в форму с равномерно уложенной смесью на поддоне, отличающийся тем, что, с целью сокращения срока твердения полимербетона, сердечник перед погружением его в форму нагревают до t 60-80°С, а распалубку производят после 3-5 часовой выдержки без последующей термообработки.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР
№ 467826, кл. В 28 В 11/00, 1972 (прото
тип).
: « |Т о . - Т
. . |-. . .-...
М Фие.
.}
