Изобретение относится к технологии изготовления сборных коррозионностойких строительных элементов для зданий и сооружений с агрессивными средами. Известен способ изготовления комплексных строительных элементов и уста новка для его осущгсд-вления, включающий изготовление сердечника с закладными деталями, присоединение к ним арматурной сетки и омоноличивание в специальном устройстве с подпиткой формы полимерной массой через ее днище ГО . Недостатком, этого способа является повышенная трудоемкость изготовления и большой расход металла на оснастку и в изделиях. Наиболее близким к предпагаемому изобретению является способ изготовления слоистых строительных элементов включающий формование внутреннего слоя путем бетонирования арматурного каркаса, установленного в форму, и формование наружного слоя Путем вибропогружения отформованного внутреннего слоя в полимербетонную смесь Г21. Недостатками известного способа являются повышенная трудоемкость изза необходимости подсушки и.механиУ - ческой обработки поверхности внутреннего слоя - сердечника перед омоноличиванием, а также сравнительно большие затраты дефицитных и дорогих материалов. Цель изобретения - снижение трудоемкости и экономических затрат. Указанная цель достигается тем, что в способе изготовления слоистых строительных элементов, включающем формование внутреннего слоя путем бетонирования арматурного каркаса, установленного в форму, и формование наружного слоя путем вибропогружения отформованного внутреннего слоя в полимербетонную смесь бетонирование каркаса осуществляют в гибкой оболочке.
38
При этом в качестве гибкой оболочки используют стеклоткань, пропитанную синтетическим латексом с добавкой лигнина 20-50 мас,%.
Формование наружного слоя производят при 75-95 С.
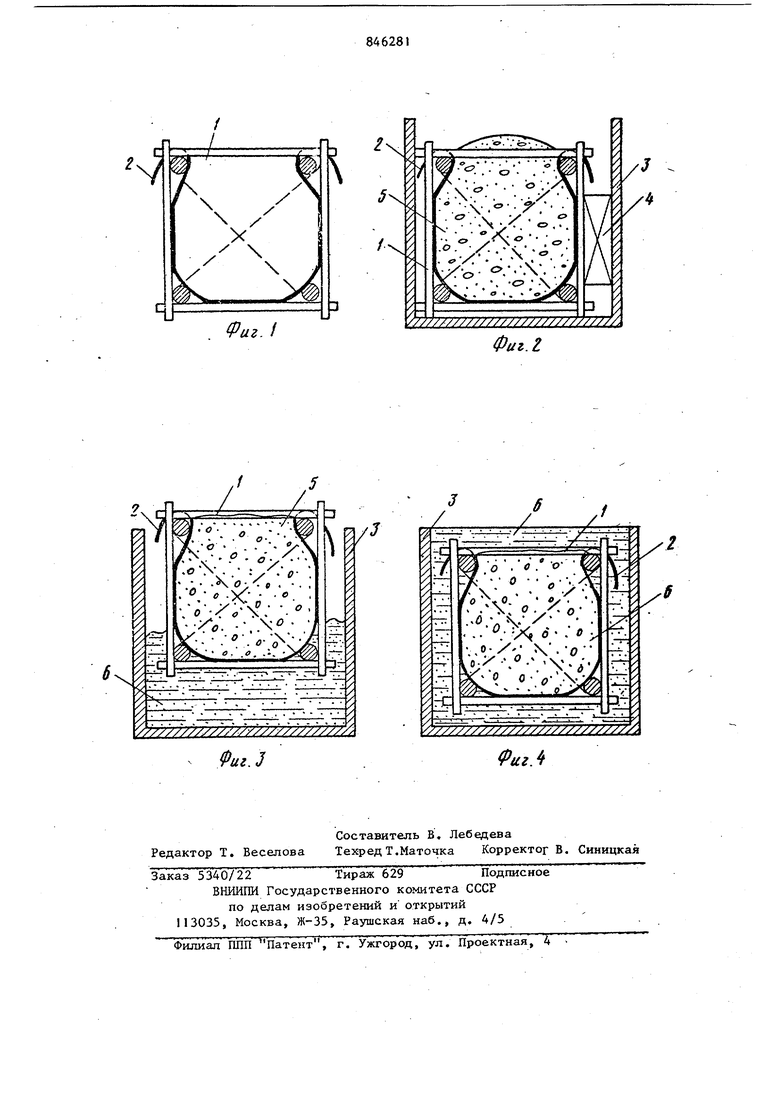
На фиг. 1 показано размещение гибкой оболочки в арматурном каркасе; йа фиг, 2 - бетонирование внутреннего слоя; на фиг. 3 и 4 - формование наружного полимербетонного слоя,
Способ изготовления слоистых строительных элементов осуществляется следующим образом.
Внутри пространственного арматурного каркаса I размещают гибкую оболочку 2, в качестве которой используют стеклоткань, пропитанную синтетическим латексом с добавкой лигнина в количестве; 20-30% от массы полимера. Затем каркас с оболочкой фик сируют в форме 3 с помощью прокладок 4 и заполняют цементным или цементнополимерным бетоном 5. По достижении бетоном 50-60%-ной прочности, в освобожденную форму 3 укладывают полимербетонную массу 6 и вибропогружают в нее отформованньй и частично отвердевший внутренний слой до заданного проектного положения. При этом вибро- погружение армированного внутр|еннего слоя осуществляют сразу же после его термообработки при 75-95°С. Дальнейшее отверждение готового изделия в этом случае может осуществляться в обычных условиях без дополнительной термообработки.
Практическая реализация предлагаемого способа позволяет снизить трудоемкость изготовления слоистых строи тельных элементов до 15-20% энергоемкость технологическогсг процесса и его материалоемкость за счет сокращения времени термовлажностной обработки, исключения операции обработки поверхI4
ности внутреннего слоя пескоструйным аппаратом, исключения дополнительной арматурной сетки из наружного полимербетонного слоя.
Получаемые при этом готовые изделия отличаются повьшенным качеством, достаточно высокой прочностью, жест- . костью и трещиностойкостью, полной заводской готовностью и увеличенным в 5-7 раз сроком безремонтной эксплуатации в агрессивных средах. Все это позволяет получить экономический эффект, определяющий важность и практическую значимость изобретения.
Формула изобретения
с,
1.Способ изготовления.слоистых строительных элементов, включающий формование внутреннего слоя путем бетонирования арматурного каркаса, ус-утановленного в форму, и формование наружного слоя путем вибропогружения отформованного внутреннего слоя в полимербетонкую смесь, отличающийся тем, что,- с целью снижения трудоемкости и экономических затрат, бетонирование каркаса осуществляют в гибкой оболочке.
2.Способ ПОП.1, отличающийся тем, что в качестве гибкой оболочки используют стеклоткань, пропитанную синтетическим латексом с добавкой лигнина 20-50 мас4%.
3.Способ по пп. I и 2, отличающийся тем, что формование наружного слоя производят при 75-95°С
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетепьство СССР №648414, кл. В 28 В 11/00, 1976.
2.Авторское свидетельство СССР № 467826, кл. В 28 В П/00, 1972.
/ /
СУ .
о
Г.-:,--.Х-Л .-.v.--.
. с v X
X . -NX...-.
..о. .
. --х-.-
о- /--Х. ..V
:---;-; -
Фи.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления слоистых строительных изделий | 1982 |
|
SU1060599A1 |
| Коррозионностойкий строительный элемент | 1979 |
|
SU857390A1 |
| Способ изготовления комплексных элементов | 1977 |
|
SU710805A1 |
| Способ изготовления комплексныхКОНСТРуКций и уСТАНОВКА для ЕгООСущЕСТВлЕНия | 1979 |
|
SU835761A1 |
| СЛОИСТЫЙ СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ ИЗ УСИЛЕННОЙ ДРЕВЕСИНЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2237138C1 |
| Способ изготовления комплексных строительных элементов и установка для его осуществления | 1976 |
|
SU648414A1 |
| СЛОИСТАЯ ПЛИТА НИЗКИХ СВОДОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2184195C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРБЕТОННЫХ ТРУБ И ОПАЛУБКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2091220C1 |
| Способ изготовления предварительно напряженных балочных конструкций | 1986 |
|
SU1473955A1 |
| Способ изготовления предварительно напряженных строительных конструкций | 1982 |
|
SU1106661A1 |