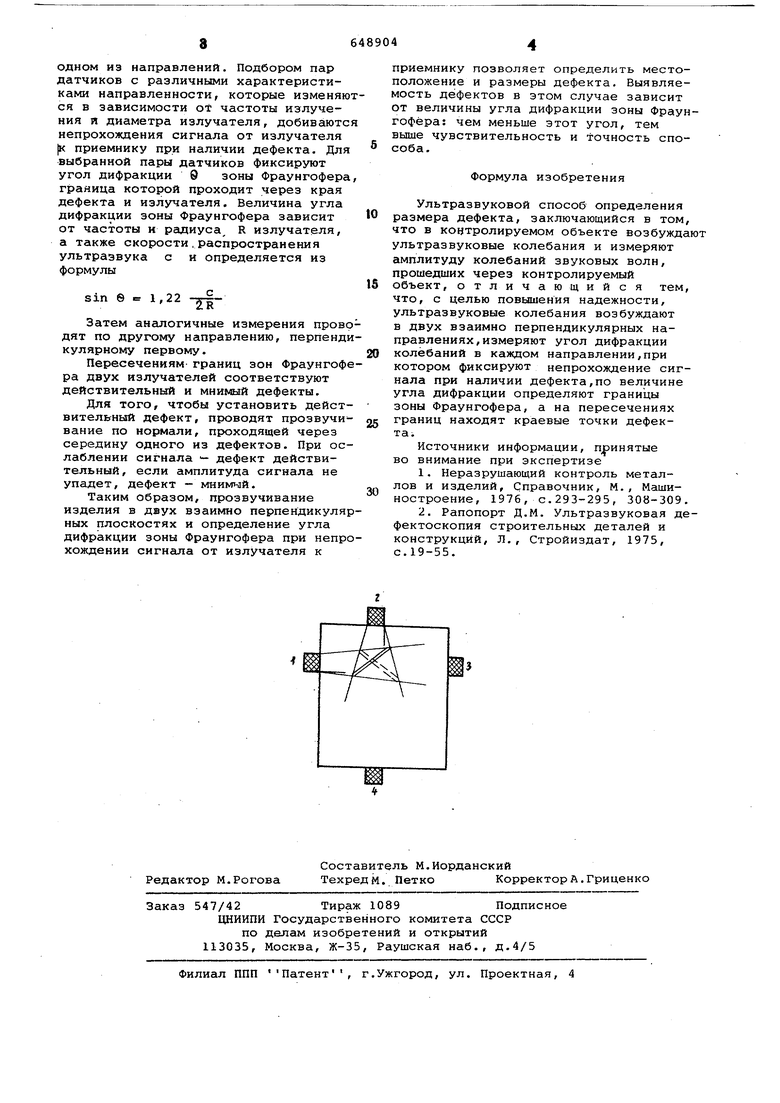
одном из направлений. Подбором пар датчиков с различными характеристиками направленности, которые изменяю ся в зависимости оТ частоты излучения и диаметра излучателя, добиваютс непрохождения сигнала от излучателя |к приемнику при наличии дефекта. Для выбранной пары датчиков фиксируют угол дифракции 9 зоны Фраунгофера граница которой проходит через края дефекта и излучателя. Величина угла дифракции зоны Фраунгофера зависит от частоты к радиуса R излучателя, а также скорости.распространения ультразвука с и определяется из формулы sin в 1,22 Затем аналогичные измерения пров дят по другому направлению, перпенд кулярному первому. Пересечениям границ зон Фраунгоф ра двух излучателей соответствуют действительный и мнимый дефекты. Для того, чтобы установить дейст вительный дефект, проводят прозвучи вание по нормали, проходящей через середину одного из дефектов. При ос лаблении сигнала - дефект действительный, если амплитуда сигнала не упадет, дефект - мнимый. Таким образом, прозвучивание изделия в двух взаимно перпендикуля ных плоскостях и определение угла дифракции зоны Фраунгофера при непр хождении сигнгша от излучателя к приемнику позволяет определить местоположение и размеры дефекта, Выявляемость дефектов в этом случае зависит от величины угла дифракции зоны Фраунгофера; чем меньше этот угол, тем выше чувствительность и точность способа. Формула изобретения Ультразвуковой способ определения размера дефекта, заключающийся в том, что в контролируемом объекте возбуждают ультразвуковые колебания и измеряют амплитуду колебаний звуковых волн, прошедших через контролируемый объект, отличающийся тем, что, с целью повышения надежности, ультразвуковые колебания возбуждают в двух взаимно перпендикулярных направлениях, измеряют угол дифракции колебаний в каждом направлении,при котором фиксируют непрохождение сигнала при наличии дефекта,по величине угла дифракции определяют границы зоны Фраунгофера, а на пересечениях границ находят краевые точки дефекта. Источники информации, п|5инятые во внимание при экспертизе 1.Неразрушающий контроль металлов и изделий. Справочник, М., Машиностроение, 1976, с.293-295, 308-309. 2.Рапопорт Д.М. Ультразвуковая дефектоскопия строительных деталей и конструкций. Л., Стройиздат, 1975, с.19-55.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОДОЛЬНО-ПОПЕРЕЧНЫЙ СПОСОБ РЕАЛИЗАЦИИ ЭХОЛОКАЦИОННОГО МЕТОДА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЯ ПО ВСЕМУ СЕЧЕНИЮ | 2014 |
|
RU2585304C1 |
| УЛЬТРАЗВУКОВОЙ ИЗМЕРИТЕЛЬ ЗАЗОРОВ В МНОГОСЛОЙНЫХ КОНСТРУКЦИЯХ | 1993 |
|
RU2084821C1 |
| Способ ультразвукового теневого контроля изделий и устройство для его осуществления | 1985 |
|
SU1320742A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ НАЛИЧИЯ (ПРОСКОКА) ЖИДКОСТИ В ТРУБОПРОВОДЕ | 2000 |
|
RU2178550C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ | 2011 |
|
RU2481571C1 |
| Способ ультразвукового теневого контроля изделий | 1987 |
|
SU1557516A1 |
| НЕЛИНЕЙНЫЙ АКУСТИЧЕСКИЙ СПОСОБ ОБНАРУЖЕНИЯ ТРЕЩИН И ИХ МЕСТОПОЛОЖЕНИЙ В КОНСТРУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2274859C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ПЛОСКОСТНЫХ НЕСПЛОШНОСТЕЙ В ТОЛСТОСТЕННЫХ ИЗДЕЛИЯХ УЛЬТРАЗВУКОВЫМ МЕТОДОМ | 2000 |
|
RU2192635C2 |
| Способ ультразвукового контроля материалов | 1981 |
|
SU1107041A1 |
| Способ лазерно-акустического контроля | 1989 |
|
SU1775660A1 |
