1
Изобретение относится к области машиностроения и может быть использовано для обработки крупногабаритных деталей, например роликоопор печи обжига.
Известны устройства подобного назначения с установленной на основании станиной, несущей направляющую с суппортом и инструментальной головкой, механизмом регулирования положения направляющей и приводом продольной подачи суппорта, выполненным в виде ходового винта, ведущего и ведомого колес.
Известное устройство имеет узкое техническое назначение и не может быть использовано для обработки деталей, например, опорной станции печи обжига.
С целью расширения технологических возможностей, в описываемом устройстве направляющая связана со станиной шарнирно, установлена с возможностью поворота и снабжена механизмом фиксации в заданном положении, а механизм регулирования положения направляющей выполнен в виде стоек, шарнирно связанных с одной стороны со станиной, а с другой - с основанием и установленных с возможностью регулирования, а также двух расположенных перпендикулярно друг к другу винтовых пар.
Привод продольного перемещения суппорта снабжен жестко связанной с обрабатываемой деталью оправкой, несущей ведущее колесо.
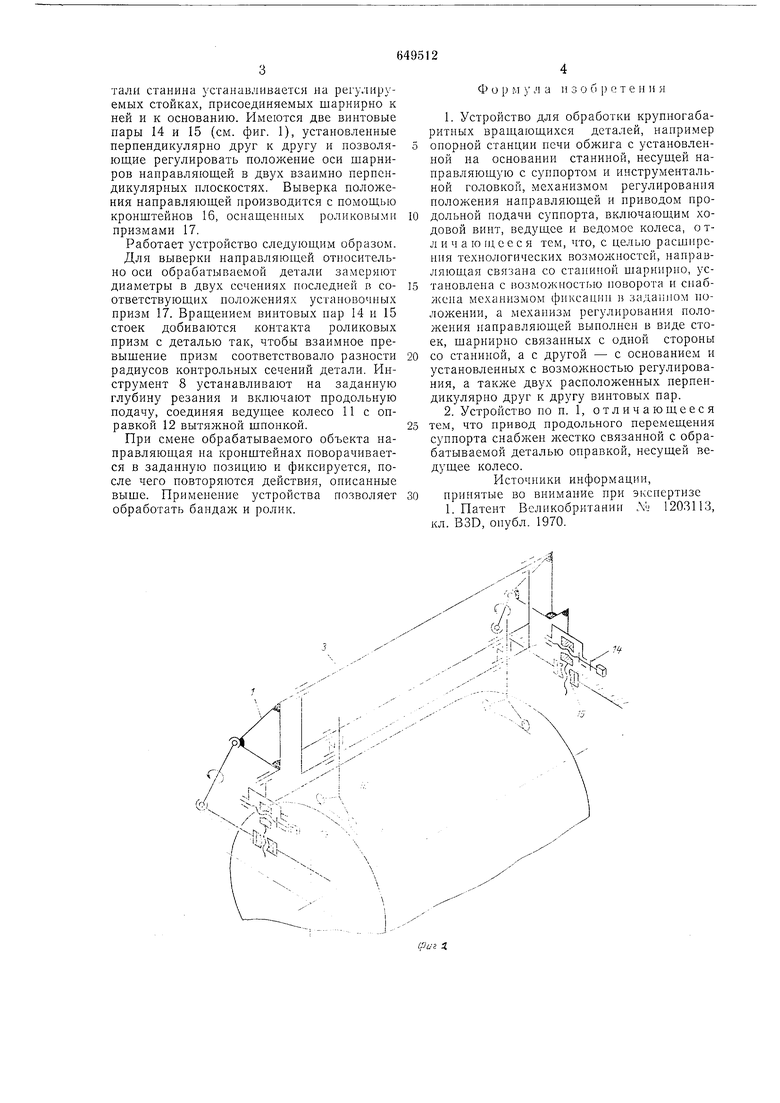
tia фиг. 1 схематически показано базирование устройства на обрабатываемой детали; на фиг. 2 дана кинематическая схема устройства.
iCTponcTBO состоит из станины 1, опоры 2 которой соединены стержнем 3. Станина
несет направляющую 4, связанную со станиной щарнирно. Ось шарнирно совладает с осью 3 стержня. Направляющая фиксируется в заданном полол ении фиксаторами о. В подшипниках направляющей установлен
ходовой винт б, а сопрягаемая с ним гайка размещена в суппорте /, несущем инструментальную головку с режущим инструментом 8, причем головка имеет возможность поперечного перемещения относительно суппорта. Ходовой винт б продольной подачи имеет на конце сидящую на вытял ной шпонке звездочку 9, связанную через промежуточный блок колес 10 с ведущим колесом 11 гибким бесконечным элементом.
Ведущее колесо 11 закреплено на оправке 12 жестко, а сама оправка фиксируется в центровом отверстии детали 13.
Для выставления направляющей параллельно оси обрабатываемой поверхности де3
тали станина устанавливается на регулируемых стойках, присоединяемых шарнирно к ней и к основанию. Имеются две винтовые пары 14 и 15 (см. фиг. 1), установленные перпендикулярно друг к другу и позволяющие регулировать положение оси шарниров направляющей в двух взаимно перпендикулярных плоскостях. Выверка положения направляющей производится с помощью кронштейнов 16, оснащенных роликовыми призмами 17.
Работает устройство следующим образом.
Для выверки направляющей относительно оси обрабатываемой детали замеряют диаметры в двух сечениях последней в соответствующих положениях установочных призм 17. Вращением винтовых пар 14 и 15 стоек добиваются контакта роликовых призм с деталью так, чтобы взаимное превышение призм соответствовало разности радиусов контрольных сечений детали. Инструмент 8 устанавливают на заданную глубину резания и включают продольную подачу, соединяя ведущее колесо 11 с оправкой 12 вытяжной шпонкой.
При смене обрабатываемого объекта направляющая на кронштейнах поворачивается в заданную иозицию и фиксируется, после чего повторяются действия, описанные выше. Применение устройства позволяет обработать бандаж и ролик.
Ф о р м у л а и 3 о б 1) е т е и и я
1.Устройство для обработки крупногабаритных вращающихся деталей, например
опорной станции печи обжига с установленной на основании станиной, несущей направляющую с суппортом и инструментальной головкой, механизмом регулирования положения направляющей и приводом продольной подачи суппорта, включающим ходовой винт, ведущее и ведомое колеса, о тл и ч а ю 1Ц е е с я тем, что, с целью расширения технологических возможностей, направляющая связана со станиной шарннрно, устаповлена с возможностью поворота и снабжена механизмом фиксации н заданном иоложении, а механизм регулирования положения направляющей выиолнен в виде стоек, шарнирно связанных с одной стороны
со станиной, а с другой - с основанием и установленных с возможностью регулирования, а также двух расположенных перпендикулярно друг к другу винтовых пар.
2.Устройство по п. 1, отличающееся тем, что привод продольного перемещения
суппорта снабжен лсестко связанной с обрабатываемой деталью оправкой, несущей ведущее колесо.
Источники информации, принятые во виимапие при экспертизе
1. Патент Великобритании ,.у 1203113, кл. B3D, онубл. 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки крупногабаритных деталей | 1981 |
|
SU990433A1 |
| Устройство для обработки крупногабаритных вращающихся деталей | 1981 |
|
SU971588A1 |
| Устройство для обработки крупногабаритных вращающихся деталей | 1980 |
|
SU906650A2 |
| Устройство для обработки крупногабаритных вращающихся деталей | 1980 |
|
SU933298A2 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ПАРАЛЛЕЛЬНОЙ КИНЕМАТИКОЙ | 2012 |
|
RU2547359C2 |
| ВЫСОКОСКОРОСТНОЙ МЕТАЛЛОРЕЖУЩИЙ ПЯТИКООРДИНАТНЫЙ ЦЕНТР С ТРИПОД-МОДУЛЕМ | 2005 |
|
RU2285602C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |

Сриг. i
