Изобретение относится к машиностроению и может быть использовано при обработке крупногабаритных деталей, например роликоопоров печи обжига.
По основному авт. св. W 649512 известно устройство, включающее установленную на основании станину, несущую направляющую с суппортом и инструментальной головкой, шарнирно винтовой механизм регулирования положения направляющей и привод продольной подачи суппорта с винтом. Привод продольной подачи суппорта снабжен жестко связанной с обрабатываемой деталью оправкой. В устройстве также имеется винт поперечной подачи суппорта 1.
Однако известное устройство не позволяет обрабатывать такие детали как бандаж и ролик без присутствия оператора.
Цель изобретения - автоматизация процесса обработки.
С этой целью винт привода продольного перемещения суппорта выполнен с правой и левой резьбой, устройство снабжено установленной на суппорте кареткой и размещенныг-i в ней с возможностью поворота штырем для
взаимодействия с вышеуказанной резьбой, причем винт привода поперечной подачи снабжен муфтой одностороннего хода и зубчатым колесом, входящим в зацепление с введенными в устройство для взаимодействия с концами направляющей подпружиненными рейками .
Кроме того, с целью обеспечения различной глубины резания, концы зубчатых реек выполнены регулируемыми.
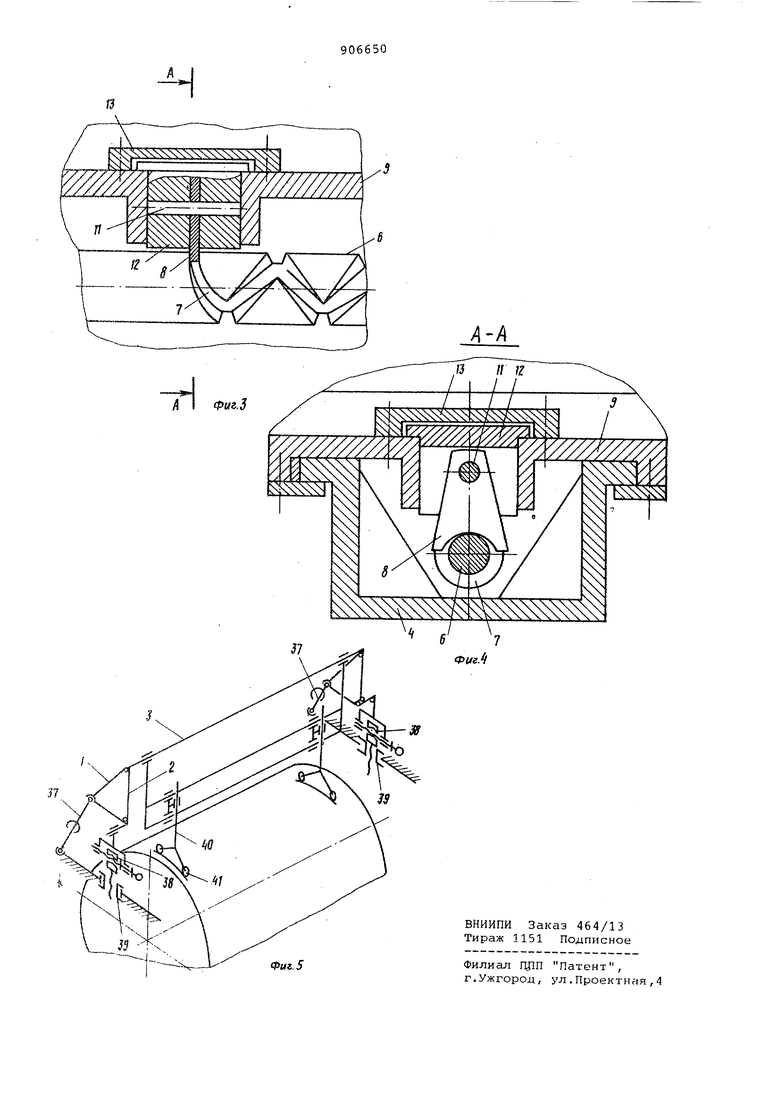
На фиг, 1 представлена кинематическая схема устройства; на фиг. 2 15 схема привода поперечной подачи инструмента; на фиг. 3 - узел соединения винта с кареткой суппорта на фиг. 4 - разрез А-А на фиг.З ;°на фиг. 5 схематически показано базирование устройства на обрабатываемой детали.
Устройство состоит из станины 1 и включающей опоры 2, которые соединены стержнем 3. Станина 1 несет направляющую 4, связанную с ней шарнирно. Ось шарнира совпадает стержня 3. Направляющая 4 фиксируется в заданном положении фиксаторами 5. В направляющей 4 установлен ходовой винт 6, имеющий правую и левую
резьбу, во впгэдхине 7 которой размещен штырь 8. Штырь 8 закреплен в каретке 9 суппорта 10 продольных подач при помощи пальца 11 и втулки (вилки) 12с возможностью поворота. Крышка 13 служит Д1ЛЯ предотвращения продольного перемещения втулрси (вилки) 12. Ходовой винт 6 продольной подачи имеет на конце 14 звездочку 15, связанную через промежуточный блок колес 16 с все.дущим колесом 17 гибким бесконечньгм элементом 18. Ведущее колесо 17 закреплено на оправке 19 с помощью вытяжной шпонки 20, а сама оправка 19 фиксируется в центровом отверстии детали 21, Суппорт Ю несет суппорт 22 поперечных передач с инструментальной головкой и режу-щим инструментом 23. Привод поперечных подач состоит из ходового винта 24, на котором, устс4НоЕлены зубчатая муфтст 25 одностороннего хода и зубчатое колесо 26, входящее в зацепление с рейками 27, подпрт/жиневньми пружинами 28 в сторону выходного кон ца 29 реек 27, взаимодействующего с упором 30, устаноклевныт. на направляющей 4. Конец 29 реек 27 выполнен регулируемым. Зубчатое колесо 26 установлено на винте 24 с возг аджностыо поворО7.а относительно него и соединено с полумуфтой 31 при помощи пальцев 32, Полумуфта 31 устаноБленл на винте 24 с возможностью лрОБОрота относитеэльно него и с возможностью продольного перемещения. Полумуфта 31 подпружинена к полумуфте 33 пружиной 34. Полумуфта 33 устэноззлена на вннте 24 с помощью; вытяжной гзпонки 35. На винте 24 также установлен маховик 36.
Для выставления направляющей 4 параллельно оси обрабатываемой по поверхности детали 21 станина 1 устанавливается на регулируемых стойках 37, присоединенных шарнирно к ней и к основанию о Имеются также две винтовые пары 38 и ЗЭ, ус7.ановленные перпендикулярно друг другу и позволяющие, регулировать положение оси шарниров напран.пяюгдей 4 в двух взаимно перпендикулярных плоскостях, Вьтверка положения направляющей 4 производитс с помощью кронштейнов 40, оснащенных РОЛИ1СОВЮ.ТИ призм;а.ми 4,
Устройство работает следуюс;им образом.
Производят выверку направляющей 4 относительно оси обрабатываемой детали 21. Инструмент 23 устанавливают на заданную глубину резания при пЬмощи поворота винта 24 при вынутой
шпонке 35, после чего шпонку 35 вводят в зацепление с полумуфтой 33. Регулируя величину концов 29 реек 27, задают глубину резания для прямого и обратного ходов при Работе устрой. ства в автоматическом режиме. После этого включают продольную подачу, соединяя ведущее колесо 17 с оправкой 19 вытяжной шпонкой 20. При движении суппорта 10, например, направо (фиг. 1), при подходе к крайнему положению конец 29 одной из реек 27, взаимодействуя с упором 30, поворачивает винт 24 при помощи колеса 26, пальцев 32, полумуфт 31 и 33 и шпонки 35 на определенный заданный угол,
s осуществляя при этом поперечную подачу инструмента 23. При переходе гатыря 8 с правой резьбы на, левую суппорт 10 начинает обратное движение, а пружины 28 возвращают рейки 27 в
0 исходное положение. При подходе к другому упору 30 цикл срабатывания привода поперечных подач повторяется. Таким образом получают автоматическую маятниковуюподачу инструмента 23.
Применение) предлагаемого устрой- стэа позволит обрабатывать бандаж и ролик без присутствия оператора.
Формула изобретения
1. Устройство для обработки крупногабаритных вращающихся деталей по авт. свид. № 649512, о т л и ч а ющ е е с я тем, что, с целью автоматизации про цесса обработки, винт привода прсэдольного перемещения суппорта выполнен с правой и левой резьбой, а устройство снабжено установ0 лзнной на суппорте кареткой и размещенным а ней с возможностью проворота штырем для взаимодействия с винтом, причем винт привода поперечной подачи снабжен муфтой одностороннеg го хода и зубчатым колесом, входящим в зацепление с введенными в устройство для взаимодействия с концами направляющей подпружиненными рейками,
Q 2. Устройство по п. 1, отличающееся тем, что, с целью обеспечения различной глубины резания, концы зубчатых реек выполнены
peгyлиpyeмы и.
I
J Источники информации,
принятые внимание при экспертизе
1, Автор. свидетельство СССР № 64951 ,. КГ , В 3 С 3/00, 1977.
19
п
7/
W pw vww-т
гз
Фи€.1
Я
/
X
rwwww4.
t. r-k
-гу
7
awe.f

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки крупногабаритных вращающихся деталей | 1981 |
|
SU971588A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Устройство для изготовления пружин | 1986 |
|
SU1359047A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2018 |
|
RU2679627C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Резьбофрезерный станок | 1990 |
|
SU1798065A1 |
| Резьбонарезной станок | 1981 |
|
SU990447A1 |
| СУППОРТ СТАНКА ДЛЯ ОБТОЧКИ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕСНЫХ ПАР | 2001 |
|
RU2210465C2 |
| Способ отделочной обработки зубчатых элементов муфты с пространственно-модифицированными зубьями | 1989 |
|
SU1613257A2 |