грев осуществляют в электромагнитном поле.
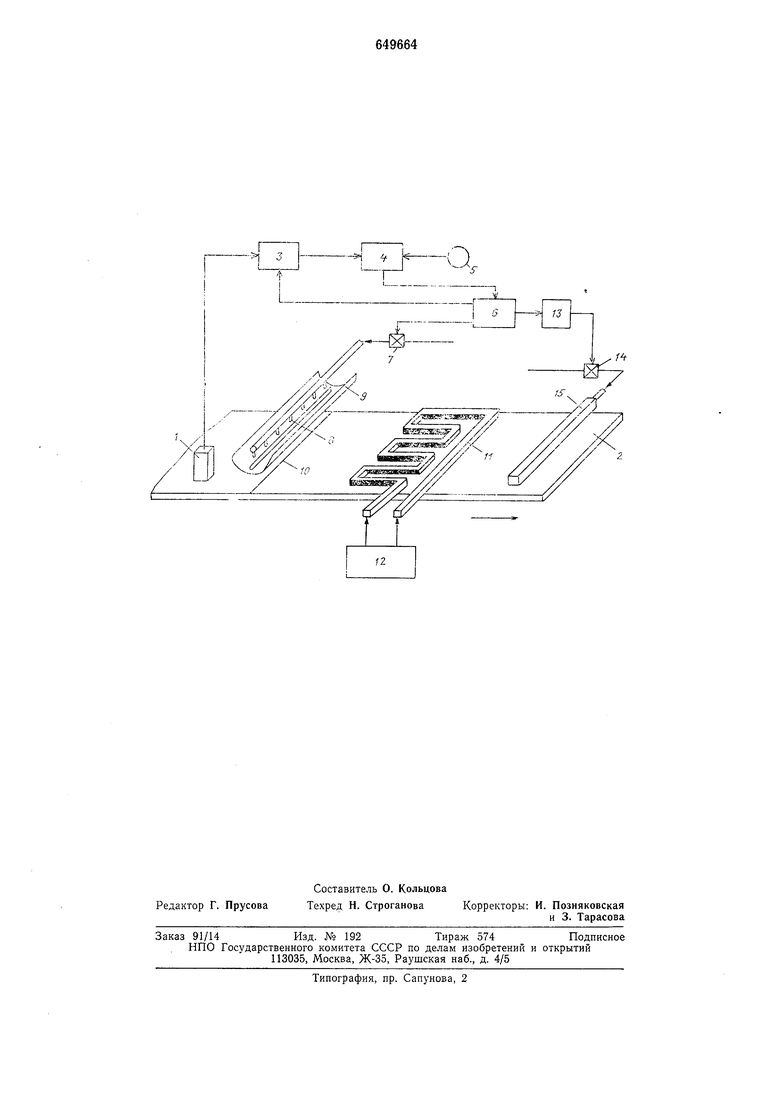
На чертеже изображена функциональная схема резки стекла.
Сигнал датчика 1 скорости ленты стекла 2 поступает в интегратор 3, в котором мгновенная скорость ленты стекла преобразуется в сигнал, пропорциональный длине листа. Непрерывно возрастающий сигнал с выхода интегратора 3 поступает в схему 4 сравнения, где сравнивается с сигналом, пропорциональным заданной длине отрезаемого листа, поступающим с выхода задатчика 5. По достижении равенства сигналов интегратора 3 и задатчика 5 схема 4 сравнения выдает сигнал на программный регулятор 6, управляющий резкой. По сигналу программного регулятора 6 срабатывает на короткий промежуток времени клапан 7, открывающий подачу токопроводящего вещества к форсунке 8. В качестве токопроводящего вещества может быть использована краска на основе кремнийорганической эмали, например типа КО-818, с наполнением свыше 60% токопроводящим порошком, например графитом. При помощи форсунок 8 и трафарета 9 краска наносится на стекло 2 в виде тонкой линии 10 толщиной 1-2 мм и менее, благодаря чему достигается необходимая точность резки. Одновременно программный регулятор 6 выдает сигнал сброса на интегратор 3, который по этому сигналу устанавливается на ноль и повторяет цикл измерения сначала.
При движении ленты стекла нанесенная линия 10 попадает в зону действия многовиткового индуктора И электротермической установки, питаемого генератором 12, рабочая частота которого может лежать в диапазоне от нескольких десятков герц до десятков килогерц. Индукционные токи, возникающие в проводящей линии 10 за короткий промежуток времени (1-3 с) разогревают ее до температуры 650-750°С, при которой происходит релаксация остаточных напряжений в узкой зоне стекла, непосредственно контактирующей с нанесенной проводящей линией 10.
При выходе проводящей линии 10 из зоны действия индуктора 11 программный
регулятор 6 через блок задержки 13 на короткий промежуток времени открывает клапан 14 душирующей установки 15, при помощи которой хладагент, например вода, подается на разогретый участок стекла. Блок задержки 13 осуществляет задержку управляющего сигнала программного регулятора 6 на время, необходимое чтобы линия 10 предполагаемого реза оказалась под
душирующей установкой 15. При охлаждении с помощью хладагента разогретого участка стекла максимальные напряжения возникают именно по линии 10 под нанесенным слоем краски. Благодаря этому изгибающие усилия, которые прикладывают в районе линии реза, приводят к разрыву ленты стекла только по линии 10. Режимы нагрева и охлаждения могут быть выбраны таким образом, чтобы обеспечить необходимую величину изгибающих усилий при отломке.
Описанный пример относится к поперечной резке листового стекла. Аналогичным образом может осуществляться и продольная резка стекла. Благодаря обеспечению возможности точной отрезки закаленных и полузакаленных стекол использование предложенного способа позволяет значительно упростить термическую обработку стекла и
создает предпосылки для исключения промежуточной операции отжига стекла в тех случаях, когда конечной продукцией является закаленное стекло.
Формула изобретения
Способ резки стекла, включающий нанесение риски по линии реза, нагрев места реза, охлаждение и отлом, отличающийся тем, что, с целью повышения точности резки, риску наносят напылением токопроводящего вещества, а нагрев осуществляют в электромагнитном поле.
Источники информации, принятые во внимание при экспертизе
1.Бейнберг К. Л. Оборудование и механизация стекольных заводов. М., Ростехиздат, с. 292-296.
2.Авторское свидетельство СССР № 357167, кл. С ОЗВ 33/00, 1972,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки стекла | 1977 |
|
SU656991A1 |
| Устройство для регулирования технологических параметров по заданной программе | 1983 |
|
SU1136121A1 |
| Устройство для поперечной резки листового стекла | 1976 |
|
SU610806A1 |
| Способ управления резкой листового стекла | 1977 |
|
SU685638A1 |
| Устройство для резки движущейся ленты стекла | 1977 |
|
SU679536A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ГРУППОВОГО РАЗДЕЛЕНИЯ СТЕКЛОПАКЕТОВ НА ОТДЕЛЬНЫЕ ЖИДКОКРИСТАЛЛИЧЕСКИЕ ЭКРАНЫ | 2006 |
|
RU2327654C1 |
| Устройство для управления поперечной резкой ленты стекла | 1985 |
|
SU1296522A1 |
| Способ непрерывного изготовления металлических обшивок для панелей с утеплителем и устройство для его осуществления | 1989 |
|
SU1735028A1 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2007 |
|
RU2333163C1 |
| Устройство автоматической аварийной защиты потенциально опасных химико-технологических процессов | 1987 |
|
SU1540855A1 |