(54) УСТРОЙСТВО ДЛЯ РЕЗКИ СТЕКЛА
подачи токопроводящей краски, а выход генератора соединен с нагревателем.
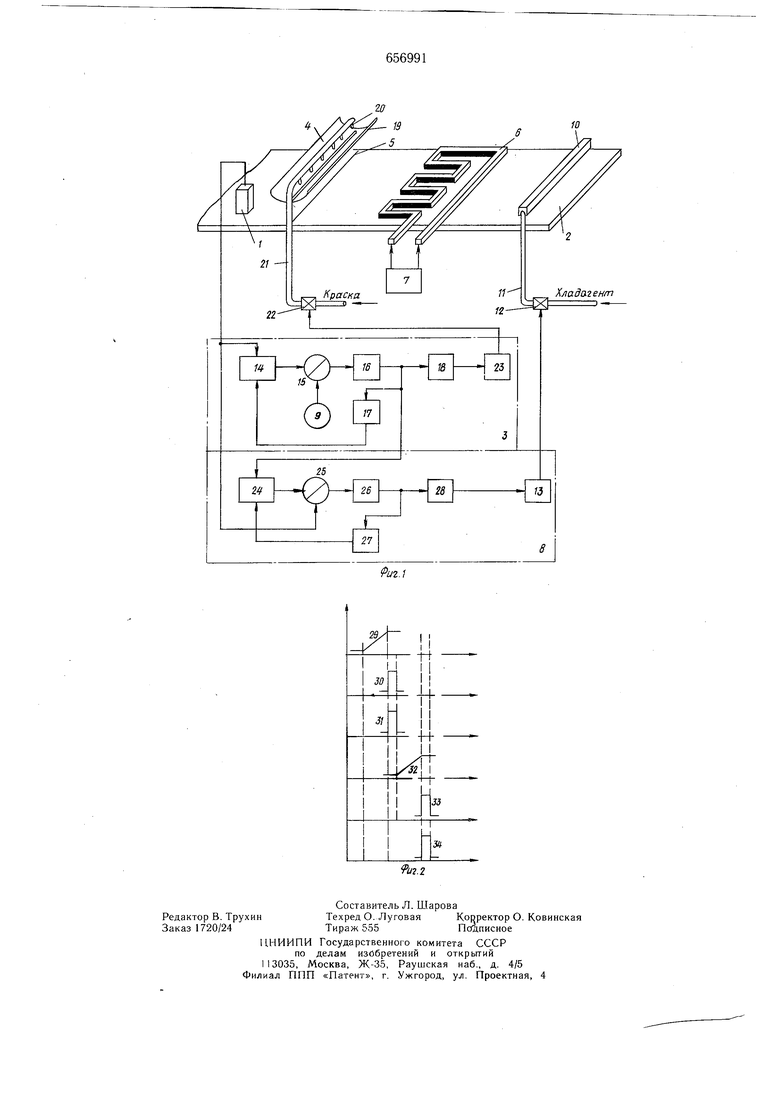
.lit vfjHr. 1 представлена блок-схема уст|)1н.-тГ)а для резки стекла: на фиг. 2 - временная диаграмма работы устройства.
Устройство для резки стекла содержит датчик скорости ленты стекла 2, схему .лс:.11я подачей токопроводящей краски . грисиособление 4 для нанесения токо; рово;1ятеГ1 краски по линии 5 предполагаемого реза. инд}-ктор электротермической установки 6. генератор 7, схему управления подачей хладагента 8, задатчик 9 размеров листа, и ду1пирую1цую установку 10 с трубонроводом 1 I подачи хлалаге 1та, в котором установлен клапан 12 подачи хладагента, управляемый исполнительным механизмом 13.
Схема управления подачеу токопроводящей краски 3 имеет интегратор 14, первый ключ 15, триггер Шмитта 1(3, ждущий мультивибратор 17 и усилитель 18.
Приспособление 4 для нанесения токопроводящей краски по линии 5 иредиолагаемо1о реза вклрочает трафарет 19, форсунки 20 и трубопровод 2 подачи токопроводящей краски с клапаном 22 подачи краски, управляемым исполнительным механизмом 23.
Схема управления подачей хладагентов 8 может иметь интегратор 24, второй ключ 25, триггер Шмитта 26, ждущий мультивибратор 27 и усилитель 28, сигналы -29, 30, 31, 32, 33, 34.
Предложенное устройство работает следующим образом.
Интегратор 14 интегрирует сигнал датчика 1 скорости ленты стекла 2; ири этом увеличение сигнала 29 на выходе интегратора 14 происходит с больи1ей или меныпей скоростью в зависимости от скорости ленты стекла. Задатчик 9 выдает на }нравляю иий вход первого ключа 15 запираюп1ее напряжение, пропорциональное заданной длине листа. При достижении выходным сигналом 29 интегратора 14 заданно1 о задатчиком 9 значения, первый ключ 15 пропускает сигнал HfrrerpaTopa на триггера. Ш.митта 16. Триггер 16, срабатывая, ири усилителя 18 и исполнительного механизма 23 Hii короткий иромежуток времени открывает клапан 22. При этом токоироводящая краска по трубопроводу 21 поступает к форсункам 20, которые через трафарет 19 наносят краску по линии 5 предпола аем01 о реза. В качестве токопроводяп1ей K))acKii может бьггь использована краска на основе кремнийо)га;1И:ескок эмал.ч, например, типа КО -818. с наполнением свыше 60% любь1м токо;1роводяп1им пороп1ком. В качестве которого может быть испо,1ьзова, например, графи 1 . Одновременно сигнал 30 триггера Шмитта 16 поступает на вход ждуиего мультивибратора 17, сигнал 31 которого через малый промежуток времени, онределяемый параметрами мультивибратора, сбрасывает
интегратор 14 в нулевое состояние, подготавливая его те.м са.мы.м к следуюнхе.му циклу работы. При этом триггер 16 перебрасывается в нулевое состояние и исполните,1ьный механизм 23 закрывает клапан подачи краски 22, перекрывая тем са.мым подачу токопроводящей краски к форсункам 20. Одновре.менно триггер 16 запускает интегратор 24 схемы управления подачей хладагента 8. При движении ленты стекла 2 линия 5 преднолагаемого реза с нанесенной но ней
0 гокопроводящей краской попадает в зону действия многовиткового индуктора 6 электротермической установки, питапие которого напряжением низкой частоты (0,1 - 10 кгу) осуи-1ествляется с помощью генератора 7. В зоне действия индуктора 6 проводник -- на } есенная по линии 5 предполагаемого реза токопроводящая краска - разогревается до высокой температуры (650-750°С), превышающей температуру релаксации остаточных напряжений в стекле. При этом проиехо0 дит разогрев и релаксация остаточных напряжений в узкой зоне {порядка 1 мм) стекла, непосредственно контактирующей с нанесенной разогретой краской. Далее лента стекла 2 поступает иод лушируклцую установку 10, осуществляющую подачу хладагента, напри.мер, воды, на разогретую линию 5 предполагае.мого реза. Резкое охлаждс.чие стекла, разогретого в узкой зоне, вызывает в данной зоне больщие внутренние напряжения, разрывающие лс11ту стек,па по линии разогрева.
Подача хладагента на стекло производится в тот .момент, когда разогретая линия 5 нредпо.лагаемого реза находится над думл1рующей установкой 10. ;1ля -iroro схе.ма 8
5 уираиле1 ия .подачей хладагента задерживает сигнал унравлеиия на время, необходнмос. чтобы линия 5 предполагаемого реза, дви жущаяся вместе с лентой стекла, оказалась иод душируюн1ей установкой И). НарастаюН1ИЙ с определенной скоростью си тал 32 ннтегратора 24 сравнивается па iVropcjM клч;че 25 с сигналом датчика 1 скорости ленты стекла и в зависимости от скорости ленты стекла второй ключ 25 paHbiiie и.ли иозже пропускает си1щал интегратора на вход триггера Шмитта 26. Параметры интегратора 24 выбираются таки.м образом, чтобы скг)рост нарастания сигнала 32 соответстБова,ча расстоянию между приспособлением 4 для .ианесения токопроводящей К()аски и л П ир -ющей установкой 10, о.г1ределяемо |у ксшструктивны.ми параметрами устройства. Триггер Ш.читта 26, срабатывая, ири помощи уси,.1ителя 28 и исполнительного .механизма 13, на короткий нро.межуток времени открывает кланаи подачн хладагента 12. При этом
хладагент, наиример. вода, по трубопроводу 11 через дущирующую установку 10 подается на стекло 2, охлаждая разогретую .линию 5 преднолагаемого резэ. Одновременно сигнал 33 триггера 2п поступает -; вход ждущего м -дьтивибратора 27. снтпл 34 которого через малый промежуток времен; сбрасы вает HHieipaTOp 24 в исходное нулевое состояние, подготавливая его к следующему циклу работы. При эт()% триггер 26 перебрасывается в нулевое состояние и исполнигельный .механизм 13 закрывает клапан 12 трубопровода подачи хлада ента. Подача хладагента на стекло прекращается. Цикл работы устройства повторяется при под.ходе смедующей линии предпола)аемого реза к приспособлению 4 .1ля нанесения токопроводящей краски.
При изменении скорости сгекла меняется еко)ость нарастания cnrna.ia 29 ипTei-ратора 14 и, соответс; iieiuio, за которое сигнал инте1ратора станет рявны : сишалу задатчика 9 размеров листа. Ilfin этс)м также .меняется интервал времени ме/;;ду .моментами срабатывания триггер;) |Н и 26, унравляюш,их соответсгвепмг. ;io 1ачем краски и хладагента на стекло. Вво. при это.м в схему угп)ав.1ения подачей х; адагента 8 коррекция по скорости .1енты стек;ia позво.пяет осуществлять подачу хладагента в нужный момент времепи. независимо от Ko.ie-бания скорости ленты стекла.
Устройство, б.тагодаГ)Я обесисчению н:ют;ого- контакт.;; пр ..нодпика со стеклом по всей 1 ред1юлагае ого реза, может быть с высокой эффективностью использовано для ;ie тольк;; д)ижу1цегчхя лпст(.ч)ого стекла различной ширины, но i ;ь1я резки стек...1 1нных труб, стеклопрофилита, стекора и с. профилей стеклоизделий.
Форму.а iiiiooitTCHUfi
стройство для резки стекла, содержащее нагреватель. ду пирук)цук) установку с трубопроводом подачи х,.да хмгга. or.ui iaion(eec;i тем.что. с целью човг. точности резки стек.та. оно снабжено г.риспособтснпем для нанесения токопропо.чяпкп к)аскп. дат- 1ком скорост.и .тенты стек.та, задатчи чО ря.,:еров .1иста. генератором, схемой хправ.чения подачи токопроводящей краски, схемой управления подачи хладагепга и клапанами i;Mai; токопроводящей краски х.тадагч ,;та. а нагреватель выполнен в виде .,т ра V :ектротермической установки, приче : атчик cKopocTi; ;;е;гты стек.та иодключеп ко :-.лодам схем уп авления подачи токопроB;,.in;ci: К1)аскп v хлада.ента, задатчик раз :е;:)В .шста соединен с соответствуюпхмм . 1 с е-iii,ирав.юнпя подач Tc.iKoiipoBO.v-;-: соотт5ет.т;п кмгсм схемы управлония ;;адача хладагента, выход К( coe.iHne с .;aniiHOM подачи хладагента, дру1Ч Й схемы ynpaB.ieiii ii подачи токопроводящей краски, подключен к клапану .i;i;: гско1 роночяп1е11 краски, а выход геnepavr-pa соедп:1еп с нагревателем.
и-,ч)Ч111;кп информации, принятые во .iiie пои экспертизе
1..- BTOpcKoe свидетельство СССР Л 462807, кл. С 03 В 33/02, 1972.
2.Авторское свидетельство СССР ,Ve 292904. кл. С 03 В 33/02, 1968.
10
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки стекла | 1977 |
|
SU649664A1 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2007 |
|
RU2333163C1 |
| Устройство для управления поперечной резкой ленты стекла | 1985 |
|
SU1296522A1 |
| Устройство для резки ленты стекла | 1980 |
|
SU895938A1 |
| Установка для окраски пористого текстильного материала | 1974 |
|
SU667157A3 |
| Устройство для градуировки образцовых термопреобразователей в реперных точках | 1984 |
|
SU1255875A1 |
| Акустический измеритель длины протяженных изделий | 1983 |
|
SU1130739A1 |
| СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ ЭЛЕКТРОИСКРОВОЙ УСТАНОВКОЙ | 1966 |
|
SU187502A1 |
| Способ непрерывного изготовления металлических обшивок для панелей с утеплителем и устройство для его осуществления | 1989 |
|
SU1735028A1 |
| Система позиционного управления электроприводом | 1987 |
|
SU1509826A1 |