Целью изобретения является уменьшение брака при резке стекла с больишми нормальными напряжениями. Это достигается тем, что по предлагаемом способу дополнительно измеряют временные нормальные напряжения в стекл и определяют термоупругие напрялсения по величине градиента температур по ширине ленты стекла, суммируют време ные нормальные и термоупругие напряжения, задают уровень остаточных напряжений, после чего алгебраическую сумму напряжений сравнивают с допуст MfciM уровнем остаточных напряжений и в зависимости от разности напряжений в стекле и допустимых напряжений изменяют ширину заготовок.
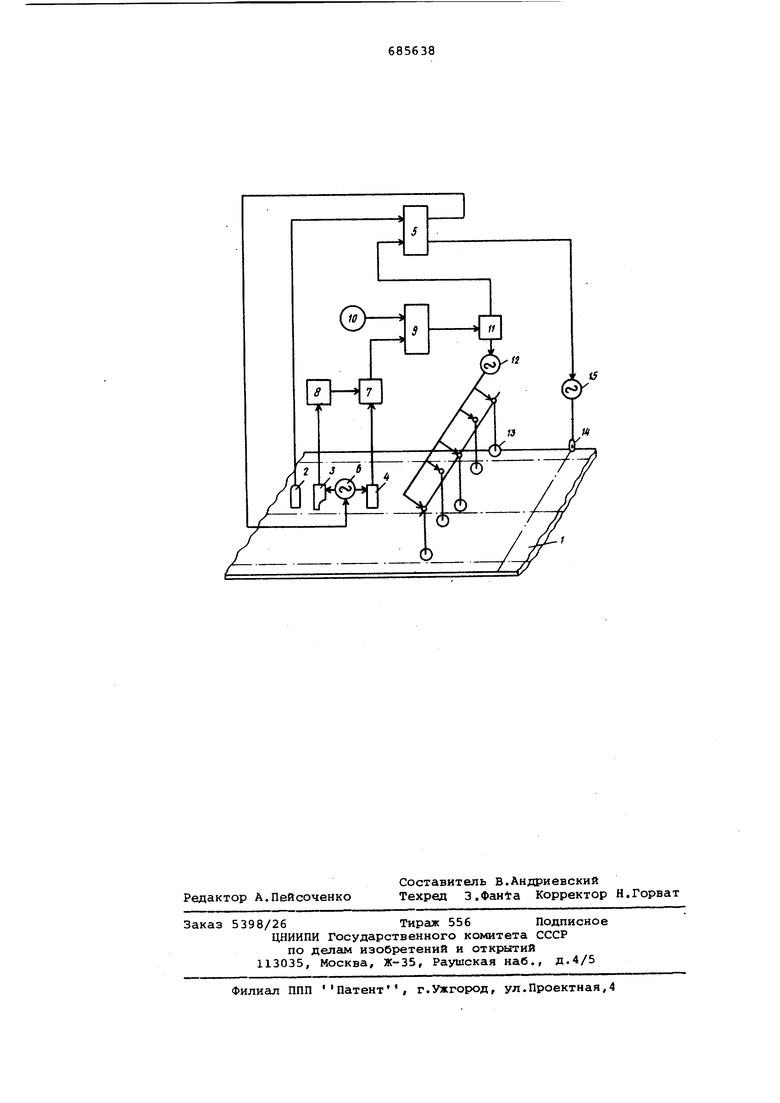
На чертеже дана функциональная схема устройства для реализации описываемого способа.
Над движущейся лентой стекла 1, поступающей из лера отжига, установлены скоростемер 2,пирометр 3 и поляриметр 4, По сигналу командного аппарата 5 пирометр 3 и поляриметр 4 при помощи механизма 6 сканирования сканируют ленту стекла вдоль пред-, полагаемой линии поперечного реза. Цикл сканирования определяется скоростью и продольными размерами отрезаемых заготовок и рассчитан так, чтобы на каждую отрезаемую поперечной резкой заготовку приходилось не менее двух замеров распределения температур и временных нормальных . напряжений по ширине ленты ст.екла 1
Сигнал поляриметра 4 поступает на один из входов сумматора 7, другой вход которого соединен с выходом пирометра 3 через функциональный преобразователь 8, преобразующий информацию о тe Швpaтypнoм градиенте по ширине ленты стекла 1 в сигнал, пропорциональный величине термоупругих напряжений в стекле С выхода сумматора 7 сигнал, пропорциональный алгебраической сумме временных нормальных и термоупругих напряжений в стекле, поступает в элемент 9 сравнения, где сравнивается с допустимым значением нормальных остаточных напряжений, задаваемым задатчиком 10,
Если,величина нормальных остаточных напряжений в стекле для данного поперечного размера превышает допьстимое значение, то элемент 9 сравнения формирует управляющий сигнал на изменение (уменьшение) поперечных размеров отрезаемых заготовок стекла Выбор новых габаритных размеров отрезаемых заготовок стекла осуществляется программньм регулятором 11 из существующей номенклатуры размеров с допустимым уровнем остаточных .напряжений. При изменении величины остаточных напряжений в стекле и переходе на другие габариты отрезаемых заготовок приоритет в соответствии с заложенной в регулятор 11 программой отдается наиболее дефицитным по плану предприятия габаритам, Программный регулятор 11 при помощи исполнительного механизма 12 переставляет резаки 13 продольной резки в новое положение, что может быть
выполнено, например, путем подъема одних резаков и опускания на стекло других. Одновременно регулятор 1J выдает сигнал на вход командоаппарата 5 на изменение цикла поперечной резки, осуществляемой резаком 14 при помощи исполнительного механизма 15, и на изменение цикла сканирования ленты стекла по ширине пирометром 3 и поляриметром 4.
При уменьшении габаритов отрезаемых заготовок напряжения в них перераспределяются и становятся меньше допустимых, что позволяет без потерь осуществить не только резку, но и
складирование и транспортировку
стекла.
Формула изобретения
Способ управления резкой листового
стекла после термообработки, включающий в себя выбор размеров отрезаемых заготовок в зависимости от качества стекла и нанесение продольных линий реза в соответствии с выбранными размерами отрезаемых заготовок, отлича.ющийся тем, что, с Целью уменьшения брака при резке стекла с большими нормальНЕлми напряжениями, дополнительно
0 измеряют временные нормальные напряжения в стекле и определяют термоупругие напряжения по величине градиента температур по ширине ленты, стекла, суммируют временные нормальные и термоупругие напряжения,
задают уровень остаточных напряжений, после чего алгебраическую напряжений сравнивают с допустимым уровнем остаточных напряжений и в зависимосQ ти от разности напряжений в стекле и допустимых напряжений изменяют ширину заготовок.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР ts 412155, кл, С 03 В 33/00, 1972.
2,Раков В.И, и др,Применение методов электроники и вычислительной техники для автоматизации производства листового стекла. Журнал Стекло, и керамика № 8, 1971, с.3-5
(прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления резкой листового стекла | 1977 |
|
SU666143A1 |
| Устройство для поперечной резки листового стекла | 1976 |
|
SU610806A1 |
| Способ управления охлаждением ленты стекла после отжига | 1985 |
|
SU1330088A1 |
| Способ управления охлаждением ленты стекла после отжига | 1985 |
|
SU1428719A1 |
| Способ автоматического контроля температуры поверхности литой заготовки при непрерывной разливке | 1981 |
|
SU1041205A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ РЕЗКОЙ ДВИЖУЩЕЙСЯ ЛЕНТЫ СТЕКЛА | 1992 |
|
RU2033980C1 |
| Способ автоматического контроля температуры поверхности слитка при непрерывной разливке и устройство для его осуществления | 1988 |
|
SU1576228A1 |
| Способ резки стекла | 1977 |
|
SU649664A1 |
| УСТРОЙСТВО И СПОСОБ КОНТРОЛЯ ДЕФЕКТОВ ЛЕНТОЧНОГО МАТЕРИАЛА НА ПРОИЗВОДСТВЕННЫХ ЛИНИЯХ | 2019 |
|
RU2757557C1 |
| Способ прокатки заготовок | 1987 |
|
SU1435327A1 |