Изобретение относится к электросварочному оборудованию, в частности к установкам для механизированной дуговой сварки, преимущественно плавящимся электродом.
Цель изобретения - создание устройства, обеспечивающего высокое качество сварного соединения во всех режимах сварки и увеличения эксплуатационной надежности за счет повыщения помехоустойчивости цепей,
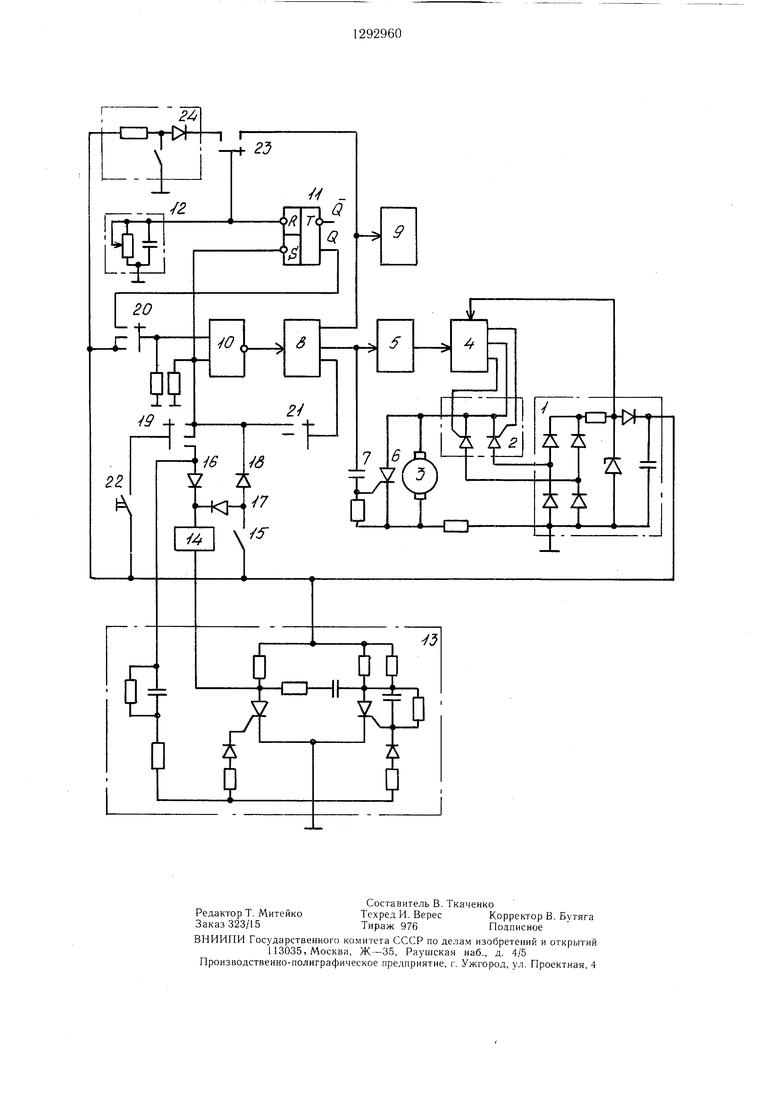
На чертеже представлена принципиальная схема предлагаемого устройства.
Устройство содержит источник питания 1, тиристоры 2 для управления двигателем 3 подачи сварочной проволоки, блок 4 формирования импульсов управления тиристорами с узлом 5 для его управления, тиния сварочного выпрямителя или с момента срабатывания датчика сварочного тока 24 для более точного отсчета длительности сварки (выбор источника команды осуществляется с помощью дополнительного ком мутирующего элемента 23) начинается разряд конденсатора времязадающей RC-цепоч- ки 12, подключенной к входу R RS-тригге- ра 11. После снижения напряжения на конденсаторе RC-цепочки 12 до уровня, соот10 ветствующего нулевому сигналу входа R, RS-триггер 11 переключается, на его выходе 0 появляется уровень «О, который через пла ту 20 переключателя режимов поступает на вход схемы совпадения 10 и независимо от положения пусковой кнопки 22 переключает
ристор б динамического торможения, в цепь 5 gg ц-ро приводит к выдаче на блок 8 коман- управляющего электрода которого включен ды на отсчет завершающих позиций цикла и дифференцирующий конденсатор 7, блок 8 управления циклом сварки, блок 9 включеего окончание. При этом с блока 8 цикла последовательно через заданные промежутки времени выдаются команды; сигнал «1 - 2Q на узел управления 5 блока формирования импульсов 4 управления тиристорами и одновременно через дифференцирующий кон- денсатор 7 на управляющий злектрод ТИ .-N: тора 6 динамического торможения, что приводит к отключению тиристоров 2, вк.пю
ния сварочного выпрямителя, схему совпадения 10, RS-триггер 11, к одному из входов которого подключена времязадающая RC-цепочка 12, счетный триггер 13, на выход которого включена катущка 14 электромагнитного реле, исполнительный контакт 15 этого реле, разделительные диоды 16-18,
его окончание. При этом с блока 8 цикла последовательно через заданные промежутки времени выдаются команды; сигнал «1 - 2Q на узел управления 5 блока формирования импульсов 4 управления тиристорами и одновременно через дифференцирующий кон- денсатор 7 на управляющий злектрод ТИ .-N: тора 6 динамического торможения, что приводит к отключению тиристоров 2, вк.пю
три платы 19-21 переключателя режимов 25 чению тиристора 6 динамического торможеработы, пусковую кнопку 22 и коммутирующий элемент 23 для подключения датчика 24 сварочного тока.
Устройство работает следующим образом.
В режиме точечной сварки (на платах 19-21 переключателя режимов общий полюс соединен с верхним контактом) при не нажатой пусковой кнопке 22 на одном из входов схемы совпадения 10 и на связанном с ним входе RS-триггера 11 присутствует нулевой уровень, поэтому на выходе 0Р триггера
ния и, следовательно, к резкой остановке двигателя 3; сигнал «О - на вход схемы совпадения 10 через плату 21 переключателя режимов. Схема возвращ.ается в исходное положение.
В режиме длительной сварки (на платах 19-21 общие полюса соединены с нижними контактами) при нажатии пусковой кнопки 22 па управляющий вход счетного триггера 13 через плату i9 переключателя режимов поступает высокий потенциал, котовысокий уровень, который через плату 20 - рый переключает счетный триггер 13 из йс- переключателя режимов подается на второйходного положения в рабочее, при этом кавход схемы совпадения 10.тущка 14 электромагнитного реле получает
питание по цепи: пусковая кнопка 22 - При нажатии на пусковую кнопку 22 на первый вход схемы совпадения 10 также подается сигнал «1 от потенциального вывода источника питания 1, отчего на выходе схемы совпадения 10 появляется сигнал «О, запускающий блок 8, кото40
рыи осуществляет переключение и отсчет
плата 19 переключателя режимов - развязывающий диод 16 - выход счетного триггера 13. Электромагнитное реле замыкает контакт 15, который через развязывающий диод 17 блокирует катушку 14, а через развязывающий диод 18 подает сигнал « на вход схемы сов- длительности позиций сварочного цикла. При падения 10 и тем самым запускает этом сигнал «1 с одного из выходов бло- сварочный цикл. Пусковая кнопка 22 после ка 8 через плату 21 переключателя режимов блокирует пусковую кнопку 22, сигнал «О с другого выхода блока 8 цикла запускает блок 9 включения сварочного выпрямителя, а сигнал «О с третьего выхода блока 8 цикла снимает запрет с узла 5 управления блока 4 формирования импульсов. Тиристоры 2, образующие с двумя диодами источника питания 1 однофазный выпрямительный мост, открываются, и двигатель 3 ,55 совпадения 10 сигнала «О и к oкoнчaни п начинает подавать сварочную проволоку к сварочного цикла после отсчета блоком 8 изделию. Возбуждается сварочная дуга. С цикла длительности заключительных позиций момента подчи команды на блок 9 включе- цикла. Отключение и торможение двигате50
замыкания контакта 15 может быть отпущена. Для прекращения сварки необходимо вновь нажать на пусковую кнопку 22, при этом на управляющий вход счетного триггера 13 вновь поступает высокий потенциал, который перебрасывает счетный триггер 13 в исходное положение. При этом катущка 14 обесточивается и размыкается контакт 15, что приводит к появлению на входе схе.мы
ния сварочного выпрямителя или с момента срабатывания датчика сварочного тока 24 для более точного отсчета длительности сварки (выбор источника команды осуществляется с помощью дополнительного ком мутирующего элемента 23) начинается разряд конденсатора времязадающей RC-цепоч- ки 12, подключенной к входу R RS-тригге- ра 11. После снижения напряжения на конденсаторе RC-цепочки 12 до уровня, соот0 ветствующего нулевому сигналу входа R, RS-триггер 11 переключается, на его выходе 0 появляется уровень «О, который через пла ту 20 переключателя режимов поступает на вход схемы совпадения 10 и независимо от положения пусковой кнопки 22 переключает
5 gg ц-ро приводит к выдаче на блок 8 коман- ды на отсчет завершающих позиций цикла и
gg ц-ро приводит к выдаче на блок 8 коман- ды на отсчет завершающих позиций цикла и
его окончание. При этом с блока 8 цикла последовательно через заданные промежутки времени выдаются команды; сигнал «1 - на узел управления 5 блока формирования импульсов 4 управления тиристорами и одновременно через дифференцирующий кон- денсатор 7 на управляющий злектрод ТИ .-N: тора 6 динамического торможения, что приводит к отключению тиристоров 2, вк.пю
чению тиристора 6 динамического торможения и, следовательно, к резкой остановке двигателя 3; сигнал «О - на вход схемы совпадения 10 через плату 21 переключателя режимов. Схема возвращ.ается в исходное положение.
В режиме длительной сварки (на платах 19-21 общие полюса соединены с нижними контактами) при нажатии пусковой кнопки 22 па управляющий вход счетного триггера 13 через плату i9 переключателя режимов поступает высокий потенциал, кото рый переключает счетный триггер 13 из йс- ходного положения в рабочее, при этом каплата 19 переключателя режимов - развязывающий диод 16 - выход счетного триггера 13. Электромагнитное реле замыкает контакт 15, который через развязывающий диод 17 блокирует катушку 14, а через развязывающий диод 18 подает сигнал « на вход схемы сов- падения 10 и тем самым запускает сварочный цикл. Пусковая кнопка 22 после совпадения 10 сигнала «О и к oкoнчaни п сварочного цикла после отсчета блоком 8 цикла длительности заключительных позиций цикла. Отключение и торможение двигате
замыкания контакта 15 может быть отпущена. Для прекращения сварки необходимо вновь нажать на пусковую кнопку 22, при этом на управляющий вход счетного триггера 13 вновь поступает высокий потенциал, который перебрасывает счетный триггер 13 в исходное положение. При этом катущка 14 обесточивается и размыкается контакт 15, что приводит к появлению на входе схе.мы
ля 3 при этом происходит описанным способом. Выход 0 RS-триггера 11 в этом режиме отсоединен от остальной схемы и на ее работу не , влияет. При замыкании плат 19-21 переключателя режимов со средними контактами переключателя (прерывистый режим) RS-триггер 11 и счетный триггер 13 в работе схемы устройства не участвуют, цикл начинается с нажатия пусковой кнопки 22, а при ее отпускании заканчивается после выдачи блоком 8 команд на заключительные опера- ции.
Таким образом, устройство обеспечивает сварку в различных режимах и отличается высокими помехоустойчивостью и надежностью, позволяет получить стабильное качество сварных точек и может найти широкое применение в промышленности.
Формула изобретерния
. Устройство для управления сварочным полуавтоматом, содержаш.ее источник питания, блок управления циклом сварки, первый выход которого соединен с блоком включения сварочного выпрямителя, двигатель подачи проволоки, тиристоры для включения и регулирования частоты врашения двигателя, блоки управления и формирования импульсов управления тиристорами включения двигателя, тиристор динамического торможения со схемой включения, счетный триггер, схему совпадения, трехплатный переключатель режимов работы и пусковую кнопку, отличающееся тем, что, с целью
0
5
0
5
0
увеличения эксплуатационной надежности путем повышения помехоустойчивости цепей управления, в устройство введены электромагнитное реле, RS-триггер, три развязывающих диода и времязадаюш,ая RC-цепочка, при этом анод первого развязываюилего диода соединен с обшей точкой одного из выводов первой платы переключателя рода работы и счетного входа счетного триггера, катод второго развязывающего диода подключен к общей точке выводов первой и второй плат переключателя рода работ, общая точка катодов первого и третьего развязывающего диодов соединена с одним выводом обмотки электромагнитного реле, второй вывод которой подключен к выходу счетного триггера, а нормально разомкнутый контакт этого реле включен между выводом источника питания и общей точкой анодов второго и третьего развязывающих диодов, кроме того, времязадающая RC-цепочка подключена к общему полюсу источника и сбросовому входу RS-триггера, установочный вход которого соединен с одним из входов схемы совпадения, а прямой выход - с выводом третьей платы переключателя рода работ. 2. Устройство по п. 1, отличающееся тем. что, с целью повышения качества сварного соединения при точечном режиме сварки, .в устройство введены датчик сварочного тока и коммутирующий элемент, общий вывод которого подключен ко входу RS-триггера, один из выводов соединен с датчиком сварочного тока, а второй - с выходом блока управления циклом сварки и входом блока включения сварочного выпрямителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки | 1979 |
|
SU941054A1 |
| Устройство управления дуговой сваркой | 1987 |
|
SU1505705A1 |
| Устройство для сварки | 1985 |
|
SU1250420A1 |
| Сварочный полуавтомат | 1988 |
|
SU1556840A1 |
| Устройство для подачи сварочной проволоки | 1989 |
|
SU1722731A1 |
| Устройство для подачи сварочной проволоки | 1985 |
|
SU1269937A1 |
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1986 |
|
SU1388205A1 |
| Устройство для дуговой сварки | 1985 |
|
SU1232413A1 |
| Сварочный полуавтомат | 1990 |
|
SU1754363A1 |
| ЭЛЕКТРИЧЕСКАЯ СХЕМА СВАРОЧНОГО АГРЕГАТА | 1994 |
|
RU2090324C1 |
Изобретение относится к электросварочному оборудованию для механизированной дуговой сварки. Оно обеспечивает сварку с высоким качеством шва в различных режимах и повышение эксплуатационной надежности за счет повышения помехоустойчивости. Устройство содержит источник питания, двигатель подачи сварочной проволоки с блоком управления и блок управления циклом сварки, электромагнитное реле, RS-триггер, развязывающие диоды и время- задающую RC-цепочку. В режимах точечной или длительной сварки по командам и в зависимости от требуемого режима сварки точно фиксируется начало и окончание подачи сварочной проволоки. Осуществляется отсчет команд в блоке управления циклом сварки. Для повыщения качества сварного соединения при точечном режиме сварки в устройство необходимо ввести датчик сварочного тока и дополнительный коммутирующий элемент. 1 з.п.ф-лы, 1 ил. S (Л ьо со ISO СО 05
| Устройство для сварки | 1985 |
|
SU1250420A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Техническое описание и инструкция по эксплуатации типа ЭРЕ | |||
| ШПАЛОРЕЗНЫЙ СТАНОК | 1922 |
|
SU607A1 |
| Устройство для отыскания металлических предметов | 1920 |
|
SU165A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
