Устаиовка П1ред1на1зиачена для отливки под давлением сжатого газа заклапо-к я други(х деталей и; отличается, тем, что форма- для литья выполнена из трех разлючных по теплопроводиости частей.
Литниковая плита выполнена наименее; теплопроводной и частично погружается в заливаемый металл. Собст1В€Н(Но форма И1зготовлен.а из стали, а наиболее, теплопроводная часть - коюиль сделана в виде массивной медной плиты. Тачсая конструкция формы и такой выбор материалов для И1эготовления отдельных ее частей обеспечивают при отливке направленную кристаллизацию благодаря тому, что достигается 1мак1симально интенсивное охлаждение металла, и его непрерывное полное питание в процессе крисхаллиза1ЦИ1И. Это гаранфжрует получение литых вэделий, по своим качест1вам не отличающихся от штамяоваиньгх.
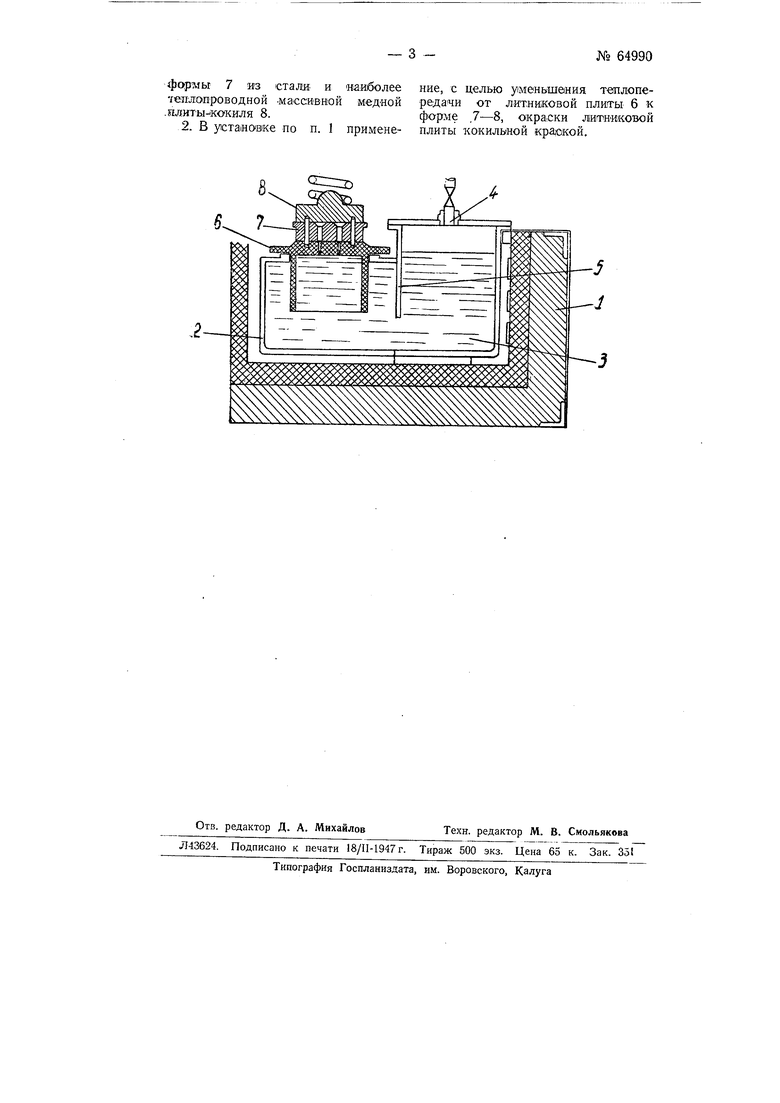
На чертеже изображена предлагаема1Я установка. с формой для отливки, на1прИ1мер, заклепан.
В печи 1 помещен гермет1ический
котел 2 с ра С1Пла1вленным металлолг 3. Загрузка металла производится 4eipei3 окно 4. Перегородка 5 -служит для задержнвания шлаков. В крышку котла В1ста вляет1ся литникоВая плита 6. В случае работ с алюмивие-выми сплавами, она может быть чугунной. В ней сделаны вертикальные каналы, соответствующие числу заливаемых заклепок, диаметр каналов сделан- неаколько лменьше диагиетра заклепок. Уровень жидкого металла поддерж-ивается постоянным п-рим-ерно на. половине вьвсоты литниковой плиты.
К Л8ИТНИКО1ВОЙ плите оверху прикреплена стальная форма 7 для отливки заклепок. На форме 7 помещена медная плита-кокиль 8, охлаждаемая водой (система охлаждения на Чертеже не показана). Литниковая плита 6 покрывается сверху кокильной краюкой, что уменьшает теплопередачу от литниковой плиты к форме 7-8.
После того форма 7-8 прижата, к литниковой плите, в кот,ел 2 дается с помощью сжатого во-з-духа
небольшое давление, порядка нескольких сотен милли-метрав ртутного столба. Металл подн1имается по литниковым канаяаьм И1 за пол1няет форму 7-8. Кристаллизация заклеггок идет сверху вниз, от головки, охлаждаемой наиболее интенсивно, к литнику, растущему ншосредствеиио в ванну жидкого металла, температура которой сущеспвенио не меняется в процессе работы.
По окончании затвердевания заклепки, в тот момент, когда идет кристалли1за1ци я ли11ника, в лит«И1коBOiM канале давление снИ1мается, и уровень ЖИ1ДКОГО металла в литниковых канала;х понижается. Форма 7-8 подвимается, литиимок, конец которого вытаскивается и.з жидкого металла и имеет соотеетственно заостренную форму, обрезается, отлитые заклепки извлекаются из формы 7-8 и направляются на терМИчеакую обработку.
Кри1сталливация заклепок занимает 3-4 секунды; продолжительность Bioero цикла определяется степенью ме-ханнзации вспомогательных операций - подачи и снятия давления, отрезки литников, выемки отливок и т. п.
Как уже у1казывалось выше, необходимым условием iBbicoKoro качества изделия, (в рассматриваемом nipHiM-eipe отлийки заклепок являет1ся сочетание иитенсивного охлаждения юристаллшующегося металла; и полного питания его. Для этого в жидкоим металле вблизи эоны Кри1сталл1изации должен постоянно су1щест1вовать резкий температурный перепад; следоват&ль1но, температура должна рез1ко повышаться от головки заклепки к ее хвосту.
Если головка заклепки интенсивло охлаждается, то в хеосте ее и тпающ&м ее лифнике должна постоянно по.адержи1ваться высокая температура. В предлагаемой конструкции поддержание этой необходимой температуры, достигается частичным погружением литниковой плиты в ваину Ж1идкого металла. Пажольку питание заклепок осуществляется всей ваиной жидкого
металла, литнички имеют очень малые размеры.
Чем тоньше литниковая плита, тем Л1учше она прогревается, но тем труднее уловить тот момент, когда деталь уже полностью закристалливо1вала1сь, а литиики еще не вышли из литниковых каналоь вглубь ваН«ы (при этом они разрастаются в стороны и форму нельзя отнять от ЛИТНИКОВОЙ плиты), практически толщина литниковой плиты должна исчисляться несколькими мнллиметра.ми.
Прекмущаства нового способа литья OiCo6eBHo наглядно выявляются при сравнении его с литьем под давлением. При литье под дагвлением последовательная кри1гталлнзация и полное питание кристалливующегося металла: ие имеют MiQcTa. Сразу же после заполнения формы литниковые ка«алы затвердевают, питание детали прекращается и в ней ПОЯ1ВЛЯЮТСЯ внутренние усадочные пустоты.
При прода(вли1ваиии жидкого металла СКВОЗЬ узкие каналы прилагаются большие давления, конструкция машвньр получается сложной, качество отлйвок - низким и расход металла на лиФники -большим.
При 1И1спользо1вании полупогружйнной ЛИТНИКО1ВОЙ плиты - ввиду постоянной :высокой температуры литниковых каналов - давление применяется невысокое, кон1струкция машины 1получа1ется простой, детали «е уступают по (своим качествам штамповкам, расход металла на лиТ1Н1Икк невелик.
Предмет изобретения
1. Установка- для отливки пой давлением сжатого гава заклепок И1ли друпИХ деталей, отличающаяся тем, что, с целью обеспечения при отливке (Направленной кристаллизации, форма для отливкн выполнена из трех ра(зличных по теплопроводности частей - наименее теплопроводной лиггниковой плиты б, погружаемой в зали вае;мьгй металл, собсгвенно формы 7 из сталИ и наиболее геллопроводной -массивной медной .яднты- кокиля 8. 2. В yiCTaiHQiBiKe по п. 1 применение, с целью уменьшения теплопередачи от литниковой плиты 6 к форме 1--8, окра:Ски литниковой плиты кокилыной краской.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Литейная стопочная форма | 1978 |
|
SU764843A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353469C2 |
| Литниковая система для стопочной отливки в кокилях | 1949 |
|
SU85641A1 |
| СПОСОБ ЛИТЬЯ МЕТАЛЛОВ В ПОСТОЯННЫЕ ФОРМЫ ПОД ВАКУУМОМ И ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1948 |
|
SU85985A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ПОЛУЧЕНИЯ КОЛЬЦЕВЫХ ОТЛИВОК | 1997 |
|
RU2108200C1 |
| Кокиль | 1979 |
|
SU835620A1 |
| Многогнездный кокиль | 1980 |
|
SU900960A1 |