Изобретение-ОТНОСИТСЯ к области литейного производства, в частности к оборудованию для кокильного литья преимущественно с направленной крис- 5 таллизацией.
Известны кокили с несколькими плоскостями разъема, устанавливаемые в стопку. Между плоскостями разъема закрепляются стержни, образующие ю литниковую систему. Подвод расплава в такие стопки кокилей осуществляется снизу сифоном или сверху через прибыль 1 .
При затвердевании металла в такой стопке все кОкили оказываются скрепленными между собой отливками, которые соединены в единый блок литниковой системой и выступающими частями стержней. При разборке стопки иеобхо-20 димо разрушать стержни путем ударов
Такой прием трудоемок, ухудшает условия труда на литейном участке и неприемлем в случае, если кокили изготовлены из материала, обладающего малой механической прочностью. Следует отметить, что значительную часть общей трудоемкости изготовления отливок занимает изготовление стержней, которые необходимо удалять 30
из блока так же путем ударов.Кроме того, наличие массивной литниковой системы н приб.1ли увеличивает расход металла и требует дополнительной операции по разделению блока на отдельные отливки.
Цель изобретения состоит в упрощении извлечения отливок из секционных кокилей и получение отливок с направленной кристаллизацией.
Ддя этого каждый стержень выполнен на верхнем основании с горизонтальным питателем, соединенным с полостью формы радиальными каналами, и литником, вход которого расположен на верхнем основании стержня, а выход - на нижнем основании стержня над горизонтальным питателем .следующего стержня.
; Такое расположение литниковой системы в стержне позвсхпяет разделяться металлу по секциям во время Зсшивки формы. Первоначально расплав заполняет горизонтальный питатель и стекает в полость кокиля. После заполнения его через наклонный Литиик расплав стекает на горизонтальный питатель стержня нижнего кокиля. В такой последовательности
заполняются все кокили формы. Избыток металла стекает в поддон.
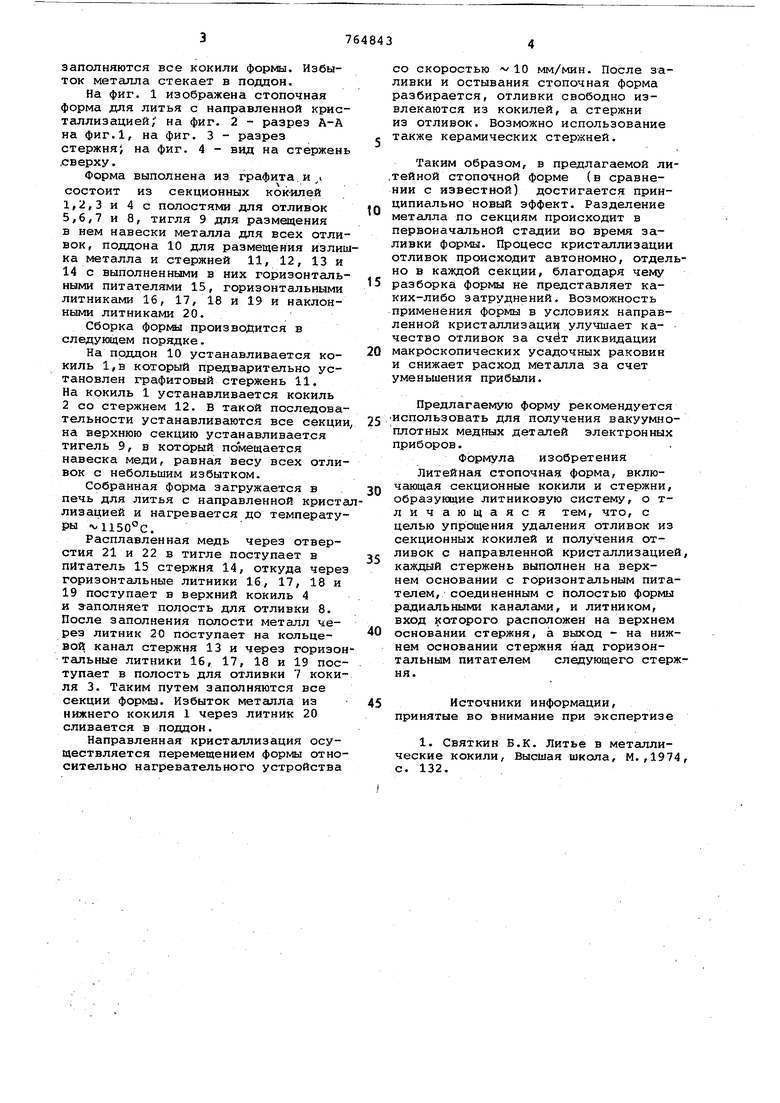
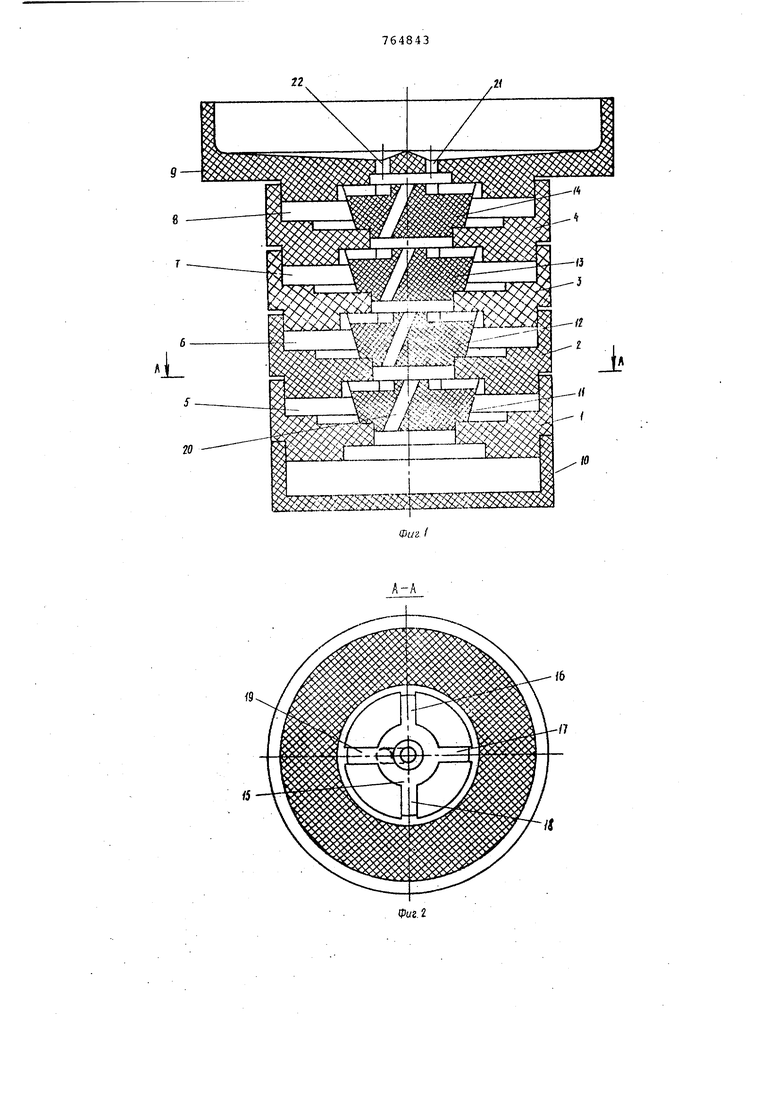
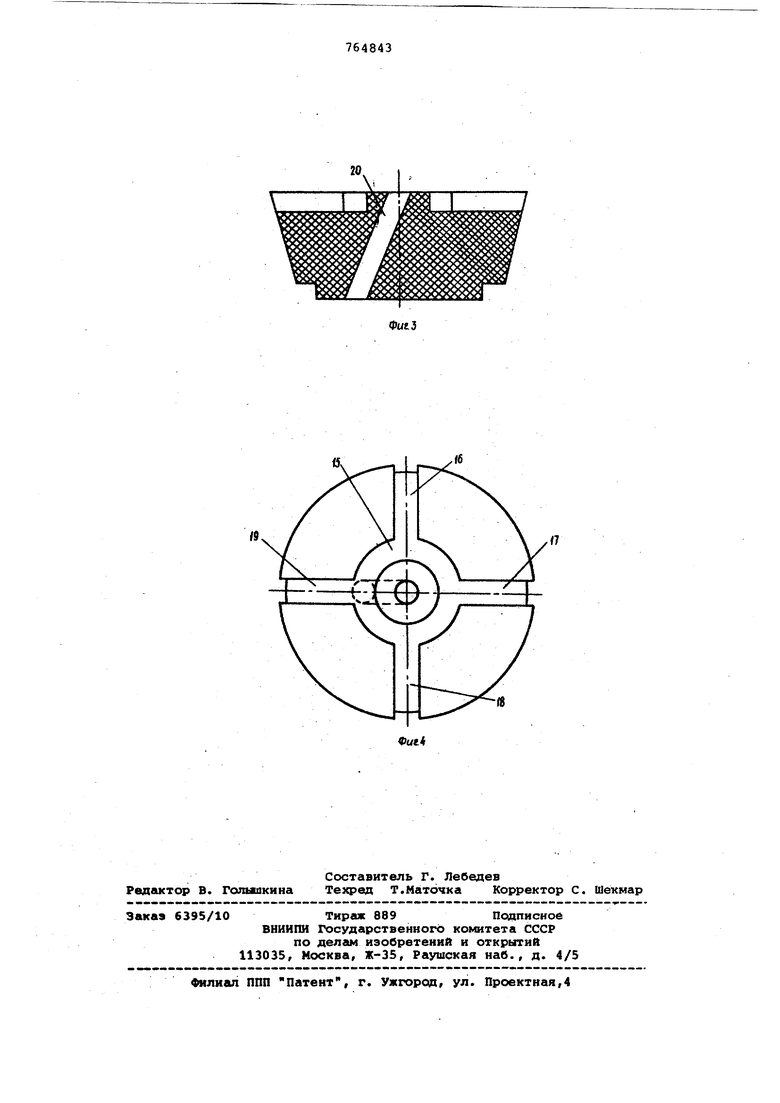
На фиг. 1 изображена стопочная форма для литья с направленной кристаллизацией, на фиг. 2 - разрез А-А на фиг.1, на фиг. 3 - разрез cтepжня на фиг. 4 - вид на стержень .сверху.
Форма вьаполнена из графита, и . состоит из секционных кок-илей 1,2,3 и 4 с полостями для отливок 5,6,7 и 8, тигля 9 для размещения в нем навески металла для всех отливок, поддона 10 для размещения излишка металла и стержней 11, 12, 13 и 14 с выполненными в них горизонтальными питателями 15, горизонтальными литниками 16, 17, 18 и 19 и наклонными литниками 20.
Сборка форлвл производится в следующем порядке.
На поддон 10 устанавливается кокиль 1,в который предварительно установлен графитовый стержень 11. На кокиль 1 устанавливается кокиль 2 со стержнем 12. В такой последовательности устанавливаются все секции на верхнюю секцию устанавливается тигель 9, в который помещается навеска меди, равная весу всех отливок с небольшим избытком.
Собранная форма загружается в печь для литья с направленной кристализацией и нагревается до температуры 1150°С.
Расплавленная медь через отверстия 21 и 22 в тигле поступает в Питатель 15 стержня 14, откуда через горизонтальные литники 16, 17, 18 и 19 поступает в верхний кокиль 4 и э-аполняет полость для отливки 8. После заполнения полости металл через литник 20 поступает на кольцевой канал стержня 13 н через горизонтальные литники 16, 17, 18 и 19 поступает в полость для отливки 7 кокиля 3. Таким путем заполняются все секции формы. Избыток металла из нижнего кокиля 1 через литник 20 сливается в поддон.
Направленная кристаллизация осуществляется перемещением формы относительно нагревательного устройства
со скоростью 10 мм/мин. После заливки и остывания стопочная форма разбирается, отливки свободно извлекаются из кокилей, а стержни из отливок. Возможно использование также керамических стержней.
Таким образом, в предлагаемой ли.тейной стопочной форме (в сравнении с известной) достигается принципиально новый эффект. Разделение металла по секциям происходит в первоначальной стадии во время заливки формы. Процесс кристаллизации отливок происходит автономно, отдельно в каждой секции, благодаря чему
5 разборка формы не представляет каких-либо затруднений. Возможность применения формы в условиях направленной кристаллизации улучшает качество отливок за счёт ликвидации
0 макроскопических усадочных раковин и снижает расход металла за счет уменьшения прибыли.
Предлагаемую форму рекомендуется 5 .Использовать для получения вакуумноплотных медных деталей электронных приборов.
Формула изобретения Литейная стопочная форма, вклюгч чающая секционные кокили и стержни, образующие литниковую систему, о тличающаяся тем, что, с целью упрощения удаления отливок из секционных кокилей и получения отливок с направленной кристаллизацией, каждый стержень выполнен на верхнем основании с горизонтальным питателем, соединенным с полостью формы радиальными каналами, и литником, вход которого расположен на верхнем 0 основании стержня, а выход - на нижнем основании стержня над горизонтальным питателем следующего стержня.
5 Источники информации,
принятые во внимание при экспертизе
1. Святкин Б.К. Литье в металлические кокили, Высшая школа, М.,1974, с. 132.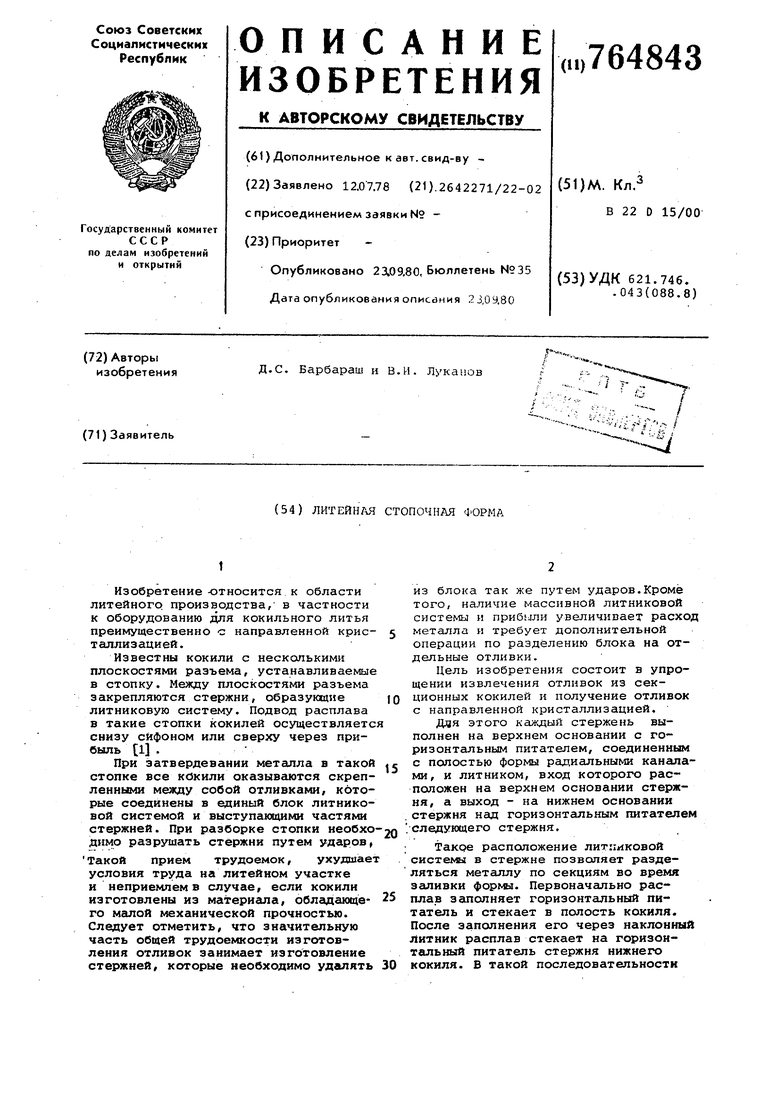
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная стопочная форма | 1974 |
|
SU485822A1 |
| Центробежная стопочная форма | 1977 |
|
SU698718A1 |
| Литейная стопочная форма | 1980 |
|
SU900958A2 |
| Литейная стопочная форма | 1978 |
|
SU740393A1 |
| Литейная стопочная форма | 1979 |
|
SU772701A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ПОЛУЧЕНИЯ КОЛЬЦЕВЫХ ОТЛИВОК | 1997 |
|
RU2108200C1 |
| Стопочная форма | 1981 |
|
SU988443A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| СПОСОБ ЛИТЬЯ МЕТАЛЛОВ В ПОСТОЯННЫЕ ФОРМЫ ПОД ВАКУУМОМ И ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1948 |
|
SU85985A1 |
/6
/I
