Повышение допустимых но-рм содержания вредных прлмесей в цветных металлах Применением менее качествениой и более дешевой исходной шихты (меди М-3 и М-2 вместо М-1) ограничивается в основном только затруднениями в горячей обработке таких сплавов. Мехаиические лш овойства, кгк псказали опыты по изготовлению латуней Л-70 с пр л1енением меди мар(Кй М-2 вместо М-1, о-стгются нормальными.
Явления растрескивания в процессе гОрячей прокатки цветных сплавов, иэготовленных на загрязFieHiHoA Шихте, связаны с пониженной 1пласгмчн.астью в горячем состояний сплавов с повышенным содержа«ием свинца.
Целью настоящего изобретения является (Придание такой формы прокатной заготовке, при которой стала бы. возможной бездефектная прокатка таких сплавоз пониженной п ласти чнюс-ш.
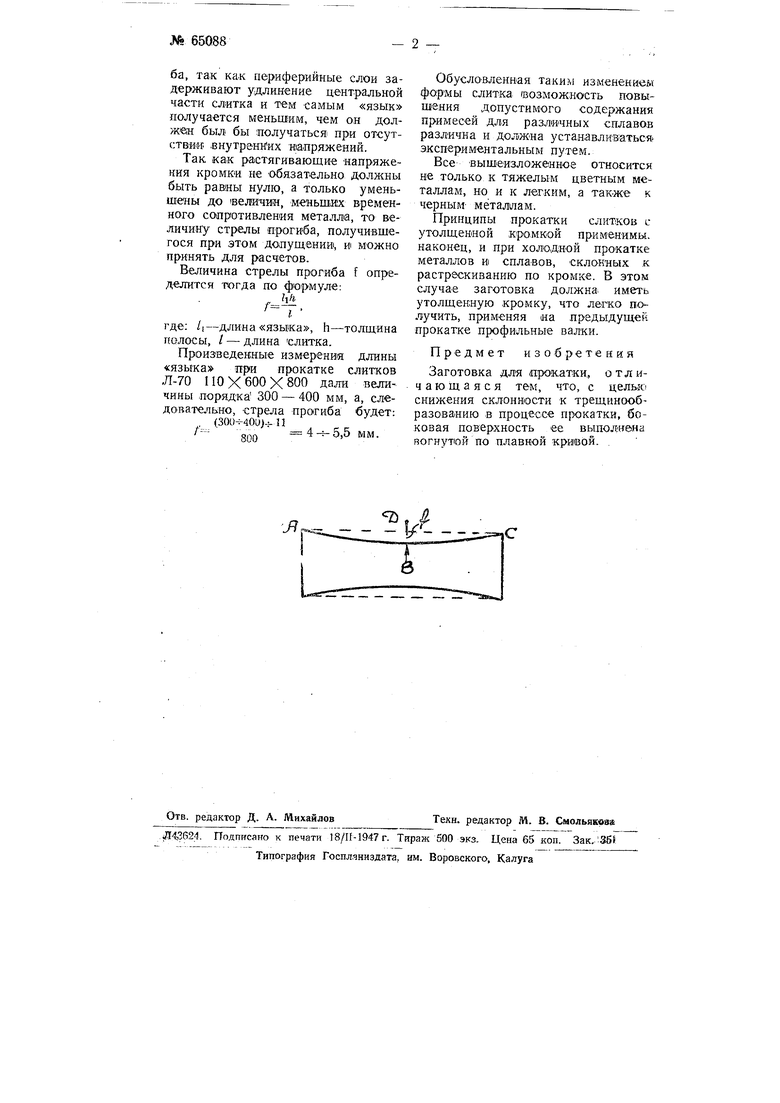
Согласно изобретению, эта задача уменьшения склоино-гти «образованию треш,ИН в процессе прокатки разрешается путем вьгаолнек ия боковой поверх)ности заготовки -вогнутой по плавной кривой (см. чертеж).
Утолщенная, кромка, обжимаясь больше Средней части слитка, будет стремиться дать большое удлинение; Задерживая И1злишнее удлинение кромки, средние части слитка будут снимать растягиваюш,ие напряжения KpciMKH. При какой-то форме слитка напряжения iBO всех частях слитка могут быть близки, к нулю и, следовательно, будет устранена причина, вызываюш,ая появление трешин.
Для предварительного ориентировочнюго определения стрелы прогиба f, можно воспользоваться следующим допущением. Поскольку растягивающие напряжения кромки вызываются относительно меньшим их удлинением по сравнению со средними частями для л жвидацми. растягивающих напряжений KpoMKii слиток должен иметь такую форму, чтобы удлинение всех его точек по ширике) было оДИнаковым.
Это равенство будет достигнуто, если будет удален объем ABCD (чкСленно равный площади сектора ABCD, умнон енНОму на длину слитка), равный объему «языка, получившегося в процессе прокатки. Это допущение дает несколько заниженные Ве,пичины стрелы протнба, так как периферийные слои задерживают удлинение центральной части слитка и тем самым «язык получается меньшим, чем он должен был- бы получаться при отсутствия. .BHyTpeH x напряжений.
Так, как растягивающие напряжения кромкИ не обязательно должны быть равны нулю, а только уменьШены до 1Бел1Ичии, меньших временного сопротивления металла, то величину стрелы прогиба, получившегося при этом допущении , И1 можно принять для расчетов.
Величина стрелы прогиба f определится тогда по формуле: lifi
где; /1-длина «языка, h-толщина г(олосы, / - длина слитка.
Произведенные измерения длины «языка при прокатке слигков Л-70 110X600X800 дали величины лорядка 300 - 400 мм, а, следовательно, -стрела прогиба будет: (300-40и - 11
/- goo 4-f-5,5 мм.
Обусло-вленн-ая таким изменением формы слитка (ВОЗМОЖНОСТЬ повышения допустимого содержания примесей для различных сплавов различна и должна устанавливатьс экспериментальным путем.
Все вышеизложенное относится не только к тяжелым цветным металлам, но и к легким, а также к черным- металлам.
Принципы прокатки слитков с утолщенной кромкой прим-ен-имы. наконец, и при холодной прокатке металлов И1 сплавов, склонных к растрескиванию по кромке. В этом случае заготовка должна: иметь утолщенную кромку, что легко OiOлучить, применяя «а предыдущей прокатке профильные валки.
Предмет изобретения
Заготовка для прокатки, отличающаяся тем, что, с цельк снижения склонности к трещинообразованию в процессе прокатки, боковая поверхность ее выполнена вогнутой по плавной кривой. .
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ПОЛОС ИЗ ТРУДНОДЕФОРМИРУЕМЫХ АЛЮМИНИЙ-ЛИТИЕВЫХ СПЛАВОВ | 2015 |
|
RU2602583C2 |
| СЛИТОК ДЛЯ ПЛОСКОЙ ГОРЯЧЕЙ ПРОКАТКИ МЕТАЛЛОВ | 1992 |
|
RU2021867C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ИЗ НИХРОМА И ПОДОБНЫХ СПЛАВОВ | 2008 |
|
RU2385778C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛЕНТЫ ИЗ СПЛАВА Л68, ПРЕДНАЗНАЧЕННОЙ ДЛЯ ТРУБОСВАРКИ | 2004 |
|
RU2290271C2 |
| УСТРОЙСТВО РЕГУЛИРОВАНИЯ ТЕПЛОВЫХ ПОТЕРЬ МЕТАЛЛА ПРИ ГОРЯЧЕЙ РЕВЕРСИВНОЙ ПРОКАТКЕ | 1993 |
|
RU2042446C1 |
| Способ производства ленты из сплава Л68, предназначенной для высокочастотной продольной трубосварки | 2021 |
|
RU2762503C1 |
| Заготовка для продольной прокаткиТРуб | 1979 |
|
SU839629A1 |
| СЛИТОК | 1999 |
|
RU2177381C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ И ПЛИТ ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2215599C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЯМОУГОЛЬНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2198064C2 |
.Ji ,
