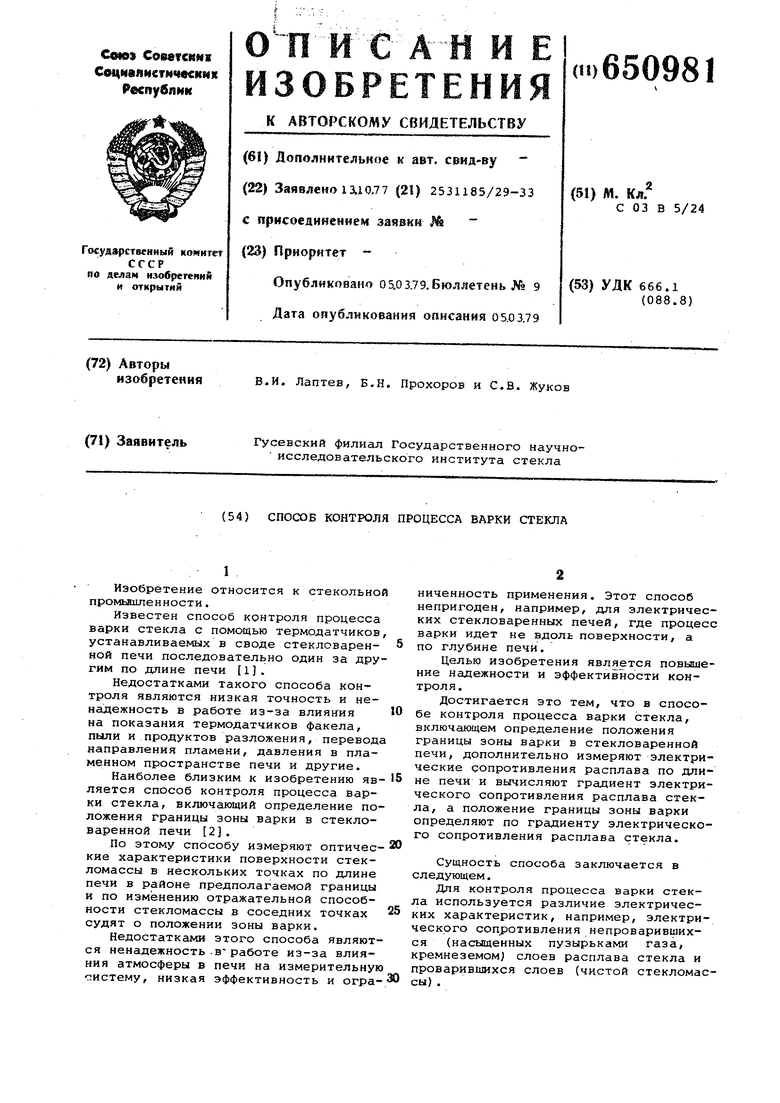
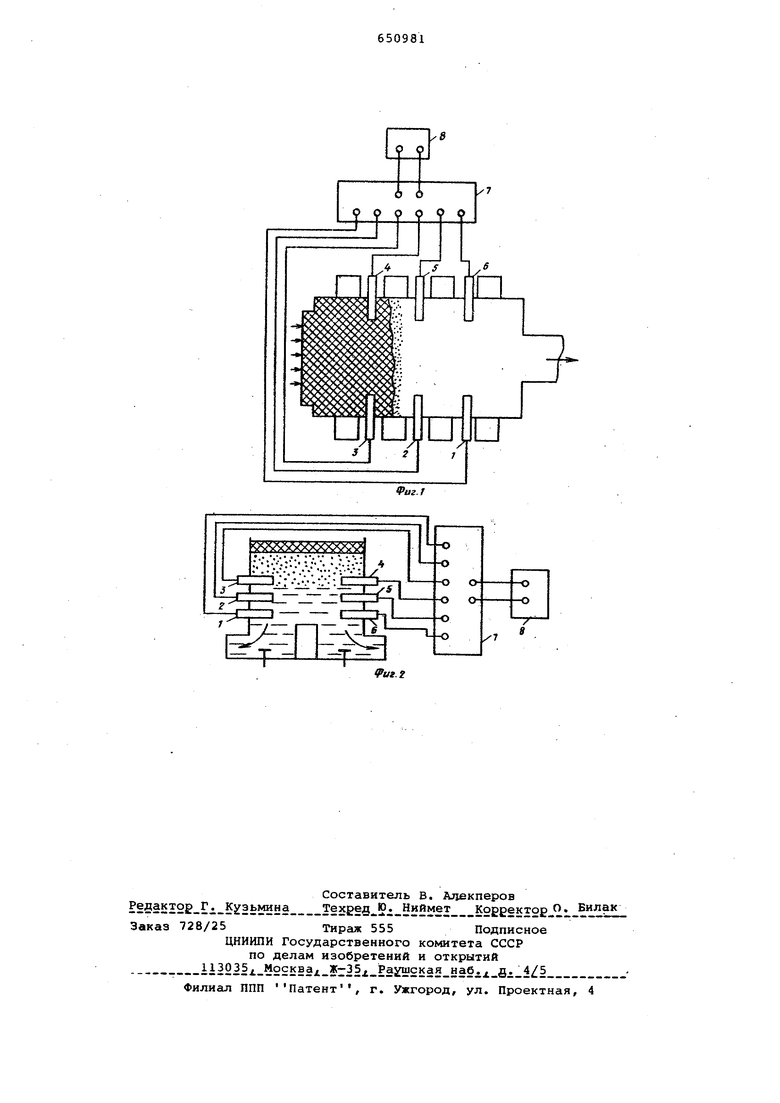
Изобретение относится к стекольной промьиштенности. Известен способ контроля процесса варки стекла с помощью термодатчиков устанавливаемых в своде стекловаренной печи последовательно один за другим по длине печи 1. Недостатками такого способа контроля являются низкая точность и ненадежность в работе из-за влияния на показания термодатчиков факела, пыли и продуктов разложения, перевода направления пламени, давления в пламенном пространстве печи и другие. Наиболее близким к изобретению является способ контроля процесса варки стекла, включающий определение положения границы зоны варки в стекловаренной печи 2. По этому способу измеряют оптические характеристики поверхности стекломассы в нескольких точках по длине печи в районе предполагаемой границы и по изменению отражательной способности стекломассы в соседних точках судят о положении зоны варки. Недостатками этого способа являются ненадежность .в- работе из-за влияния атмосферы в печи на измерительную систему, низкая эффективность и огра ниченность применения. Этот способ непригоден, например, для электрических стекловаренных печей, где процесс варки идет не вдоль поверхности, а по глубине печи. Целью изобретения является повышение надежности и эффективности контроля. Достигается это тем, что в способе контроля процесса варки стекла, включающем определение положения границы зоны варки в стекловаренной печи, дополнительно измеряют электрические сопротивления расплава по длине печи и вычисляют градиент электрического сопротивления расплава стекла, а положение границы зоны варки определяют по градиенту электрического сопротивления расплава стекла. Сущность способа заключается в следующем. Для контроля процесса варки стекла используется различие электрических характеристик, например, электрического сопротивления непроварившихся (насыщенных пузырьками газа, кремнеземом) слоев расплава стекла и проварившихся слоев (чистой стекломассы) . Контроль процесса варки ртекла по электрическому сопротивлению осуществляется как с помощью подвижного зонда с двумя электродами на его пог руженном конце, так и с помощью стационарно установленных вдоль зоны варки электродов. При использовании подвижного зонда для контроля процесса варки стекла электрическое сопротивление измеряют между его электродами в несколь ких равноудаленных друг от друга точ ках по ходу варки, в районе предполагаемой границы ее зоны, затем по результатам измерения определяют изменение градиента сопротивления, по которому судят о переходе от непроварившейся части расплава (с большой величиной электрического сопротивления) к чистой стекломассе (с малой величиной электрического сопротивления) , т.е. определяют положение границы зоны варки. Таким образом, изменение градиента электрического сопротивления служит характеристикой хода варки стекла. Увеличение электрического сопротивления в сторону выработки указывает на вялую варку, а уменьшение градиента, электрическог сопротивления в сторону загрузки - интенсивную в.арку. На фиг. 1 приведена схема контроля процесса варки для пламенной пе.чи; на фиг. 2 схема контроля процесса варки для электрической печи. Электрическое сопротивление расплава стекла в районе предполагаемой границы зоны варки определяется с помощью элек гродов 1-6, установленных в верхнем слое расплава. Электро ды по заданной программе подключаютс переключателем 7 к измерительному прибору 8, с помощью которого измеряются электрические сопротивления между парами 31лектродов 1-2, 2-3, 4-5, 5-6, 3-4, Z-5, 1-6, и по их ве личинам анализируется изменение ГРа диента электрического сопротивления а следовательно, смещение границы зоны варки стекла. Так, при смещении границы зоны варки в сторону вы работки, вследствие более низкой электропроводности непроварившихся слоев расплава увеличивается измеряемое электрическое сопротивление между электродами 2-3, 4-5, а при дальнейшем смещении - и между электродами 2-3, 4-5 и 3-4, 2-5. В случае, например, увеличения толщины слоя непроварившегося расплава, одновременно с увеличением электрического сопротивления между электродами 2-3, 4-5, увеличивается сопротивление между электродами 3-4. Необходимо отметить, что по предложенному способу контролируется не только смещение границы зоны варки вдоль печи и по ее глубине, но и несимметричность процесса варки путем сравнения электрического сопротивления, измеренного между парами электродов, расположенными на одной и другой сторонах печи, например, 2-3/ 4-5. Способ реешизуется на типовых измерительных местах сопротивления и электродных датчиках, вьтолненных из электропроводной керамики (SnO), платино-платинородиевого сплава или другого материала, выдерживающего температуру 1300-1500 С. Формула изобретения Способ контроля процесса варки стекла, включающий определение положения границы зоны варки в стекловаренной печи, отличающийся тем, что, с целью повышения надежности и эффективности контроля, дополнительно измеряют электрические сопротивления расплава по длине печи и вычисляют градиент электрического сопротивления расплава стекла, а положение границы зоны варки определяют по градиенту электрического сопротивления расплава стекла. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 169207, кл. С 03 В 5/24, 1961. 2.Авторское свидетельство СССР № 485076, кл. С 03 В 5/24, 1973.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля процесса варки стекла | 1979 |
|
SU874675A1 |
| Способ регулирования процесса варки стекла | 1977 |
|
SU697407A1 |
| Способ варки стекла | 1981 |
|
SU1004270A1 |
| Электрическая стекловаренная печь | 1978 |
|
SU704914A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ И ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ СТЕКЛОВАРЕНИЯ В ВАННЫХ ПЕЧАХ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА ФЛОАТ-МЕТОДОМ | 2012 |
|
RU2509061C2 |
| СПОСОБ ВАРКИ СТЕКЛА В ВАННОЙ СТЕКЛОВАРЕННОЙ ПЕЧИ | 2015 |
|
RU2603115C1 |
| Стекловаренная печь | 1985 |
|
SU1293125A1 |
| Стекловаренная ванная печь | 1986 |
|
SU1411299A1 |
| Ванная стекловаренная печь | 1976 |
|
SU604829A1 |
| Способ обогрева стекловаренной ванной печи | 1988 |
|
SU1604756A1 |
fui.t
