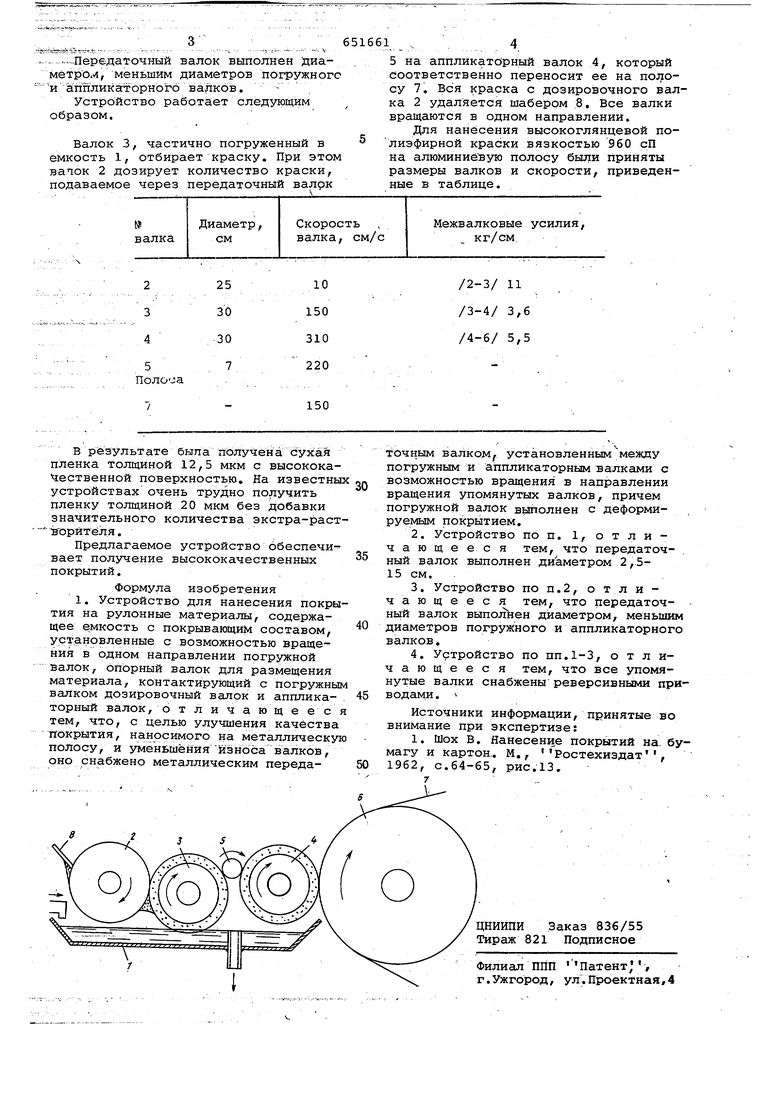
3 Передаточный валок выполнен йиамётром, меньшим диаметров погружного иаШликаторногб валков. . Устройство работает следующим образом. Валок 3, частично погруженный в емкость 1, отбирает краску. При этом валок 2 дозирует количество краски, подаваемое через передаточный валрк 5 на аппликаторный валок 4, который соответственно переносит ее на 7. Вся краска с дозировочного валка 2 удаляется шабером 8, Все валки вращаются в одном направлении. Для нанесения высокоглянцевой полиэфирной краски вязкостью 960 сП на алюминиевую полосу были приняты размеры валков и скорости, приведенные в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки проката растяжением | 1976 |
|
SU651666A3 |
| Флюс для пайки алюминия | 1973 |
|
SU1094580A3 |
| Устройство для автоматического регулирования профиля полосы на четырехвалковом прокатном стане | 1969 |
|
SU479276A3 |
| Способ управления процессом обжига нефтяного кокса в наклонной вращающейся печи | 1975 |
|
SU648113A3 |
| Устройство для непрерывного литья металлической полосы | 1976 |
|
SU1114324A3 |
| Способ электролитического получения алюминия | 1976 |
|
SU695566A3 |
| Способ получения алюминия | 1977 |
|
SU1055340A3 |
| УСТРОЙСТВО, СОДЕРЖАЩЕЕ ВАКУУМНЫЙ БАРАБАН ДЛЯ ОБОДКОВОЙ БУМАГИ | 2015 |
|
RU2643433C1 |
| Электромагнитное устройство соленоидного типа | 1977 |
|
SU698559A3 |
| АДАПТАЦИЯ МОЩНОСТИ В МНОГОСТАНЦИОННОЙ СЕТИ | 1998 |
|
RU2210863C2 |
