(54) УСТРОЙСТВО ДЛЯ ПРАВКИ ПРОКАТА РАСТЯЖЕНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки горячего проката растяжением | 1975 |
|
SU570428A1 |
| Способ управления процессом обжига нефтяного кокса в наклонной вращающейся печи | 1975 |
|
SU648113A3 |
| Устройство для автоматического регулирования профиля полосы на четырехвалковом прокатном стане | 1969 |
|
SU479276A3 |
| Правильно-растяжная машина для правки фасонного проката | 1985 |
|
SU1299643A1 |
| Правильно-растяжная машина для правки фасонного проката | 1982 |
|
SU1066698A1 |
| Устройство для непрерывного литья металлической полосы | 1976 |
|
SU1114324A3 |
| СОЛНЕЧНЫЙ ПРИЕМНИК | 1993 |
|
RU2048661C1 |
| Устройство для правки сортового проката | 1974 |
|
SU479521A1 |
| Правильно-растяжная машина | 1980 |
|
SU863061A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2013 |
|
RU2643606C2 |
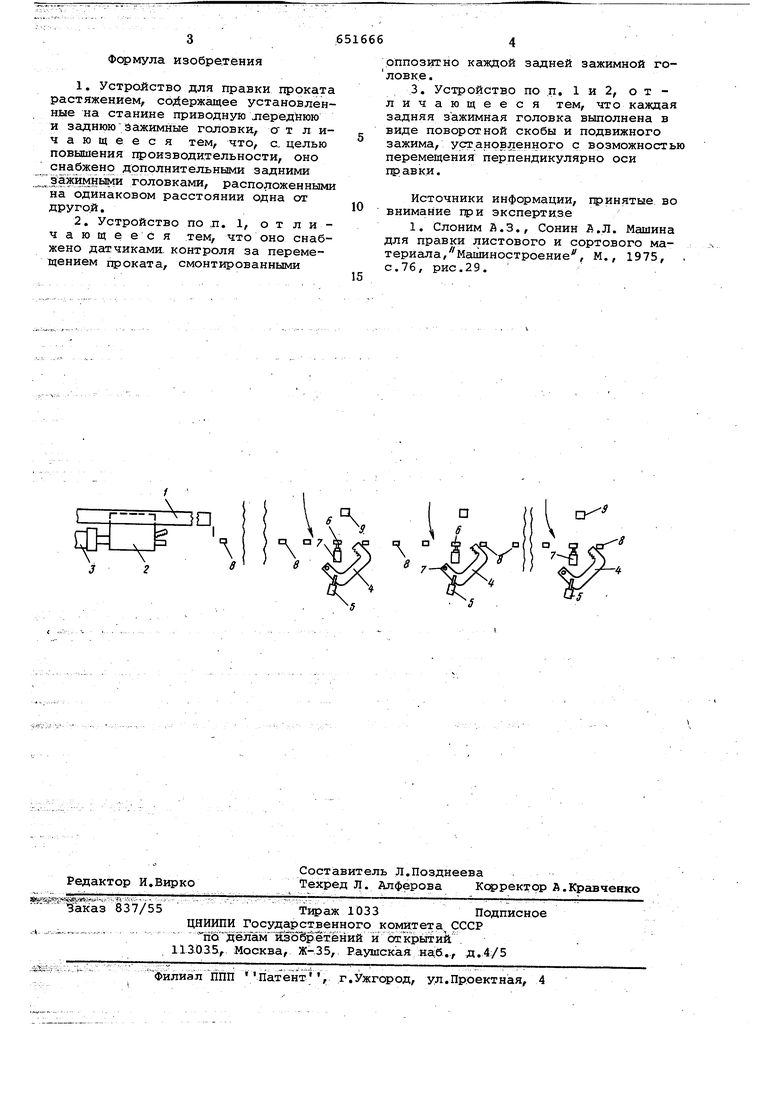
Изобретение относится к обработк металлов давлением, а именно к устройствам для правки. Известно устройство для правки проката растяжением, содержащее установленные на станине приводную переднюю и заднюю зажимные голов ки 1. Известное устройство малопроизво дительно при проката различн длины. Целью изобретения является повыш ние производительности устройства. Указанная цель достигается за счет того, что устройство снабжено дополнительными задними зажимными головками, расположенными на одинаковом расстояний одна от другой, а также датчиками контроля за .riej)ertisщением проката, смонтированными оппрзитно каждой задней зажимной го ловке, выполненной в виде поворотной скобы и подвижного зажима, уста новленного с возможност ью перёйШщ ё ния перпендикулярно оси цравки. На чертеже изображено устройство общий вид. На станине 1 установлены зажимная головка 2 с приводом 3, а также зажимные головки с поворотной скобой 4, ее приводом 5 и зажимом 6, перемещаемым от гидравлического привода .7. Подвергаемая правке заготовка перемещается по направляющим 8. Над каждой задней за жймной головкой у:та.новлен датчик .9 контроля за перемещением проката. Устройство работает следующим образом. Прокат подается сшава (по чертежу) по направляющим 8 к передней зажимной головке 2. Приводится и действие привод 3, подводящий головку 2 к прокату. Осуществляется его зажим. В это время концевой yiacTOK проката находится напротив одной из задних зажимных головок, а соответствующий датчик 9 подает сигнал на остановку привода 3 и захват задней головкой конца цроката. Затем .пфемещением .передней головки осуществляется растйгивание проката и его правка.
Фсрмула изобретения
и заднююЭажимные головки, о т л ичающееся тем, что, с. целью повышения производительности, оно снабжено дополнительными задними зажимными головками, расположенными на одинаковом расстоянии одна от другой.
оппозитно каждой задней зажимной головке.
Источники информации, гринятые во внимание три экспертизе
М., 1975, с.76, рис.29.
/ Л
I Г
I
Л
п
