(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ
ПРОФИЛЯ полосы НА ЧЕТЫРЕХВАЛКОВОМ
ПРОКАТНОМ СТАНЕ
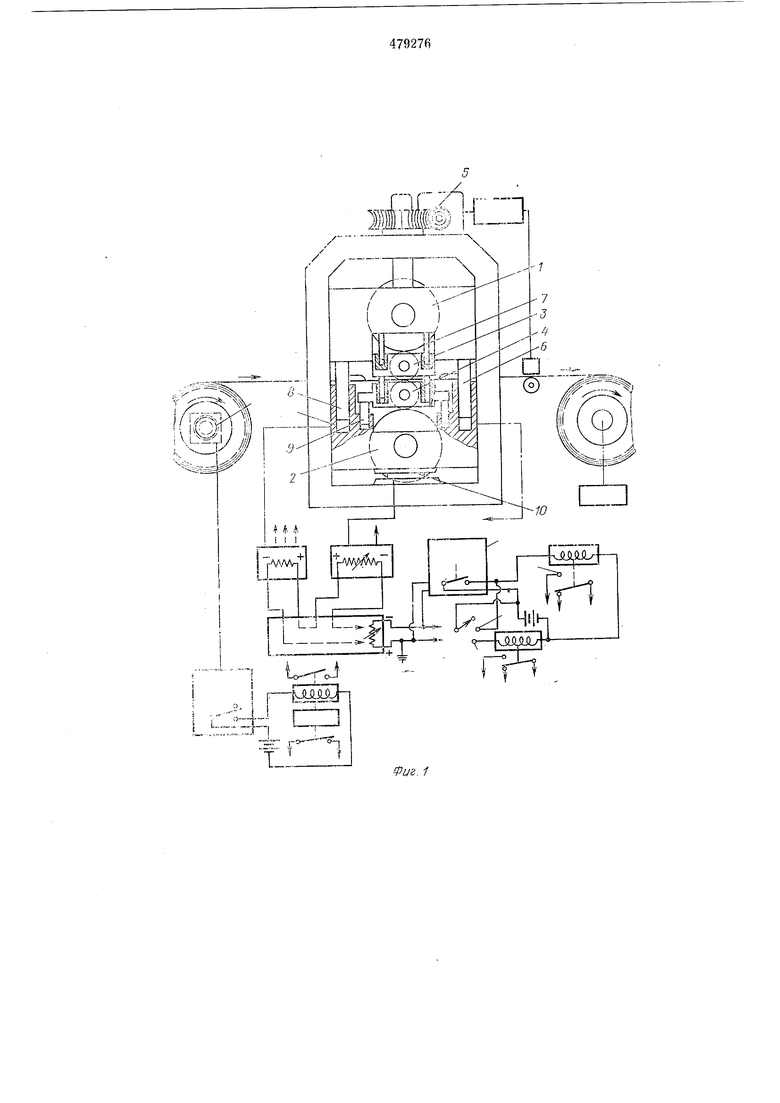
с эталонным (заданным) сигналом. При изменении жесткости толщины поступающей в клети полосы давление металла на валки изменится, на выходе преобразовательной схемы появится сигнал, который вызывает обработку возникшего возмущения гидроцилнндрами изгиба рабочих и распора опорных валков. В случае нарушения нлоскостности (равности) прокатываемой полосы из-за нагрева и износа, что фиксируется узлом контроля плоскостности полосы, управляющий сигнал этого блока подается на вход блока управления приводами нажимных механизмов.
Таким образом, предлагаемое устройство позволяет поддерживать толщину и плоскостность получаемого проката по двум каналам регулирования, а именно: быстродействующему каналу - по сигналам датчиков давления с воздействием на гидроцилиндры изгиба рабочих валков, и замедленному - по сигналам узла контроля нлоскостности полосы с воздействием на нажимные винты.
Предмет изобретения
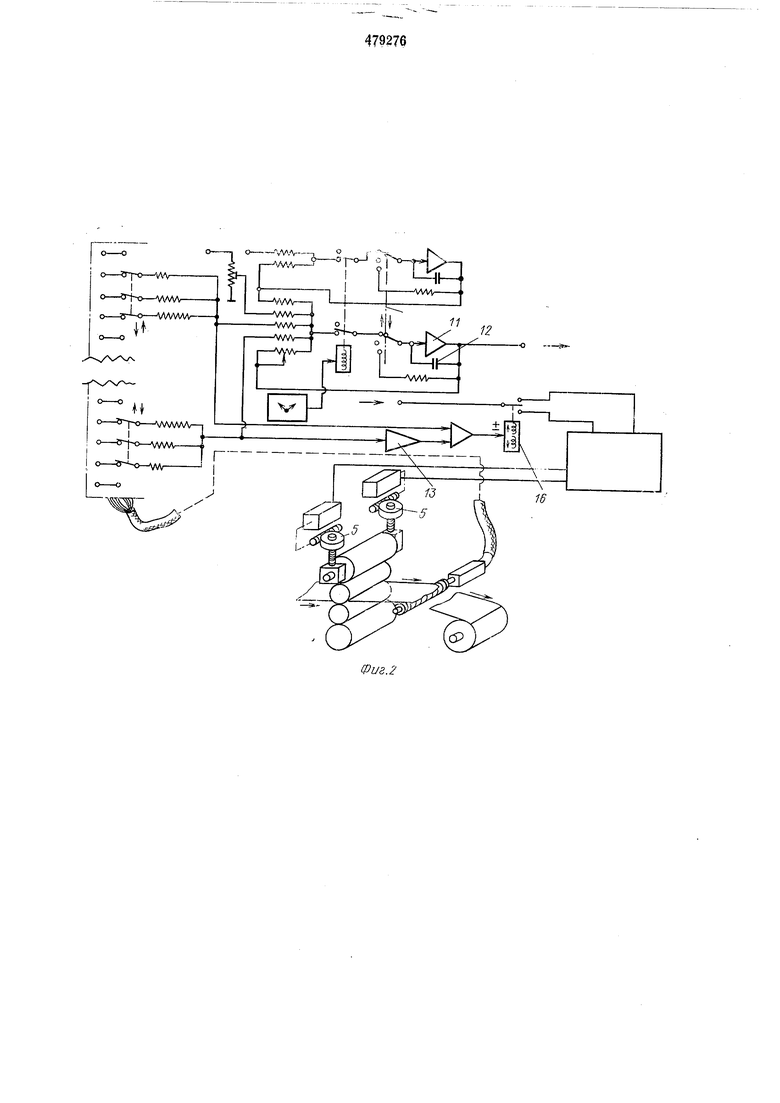
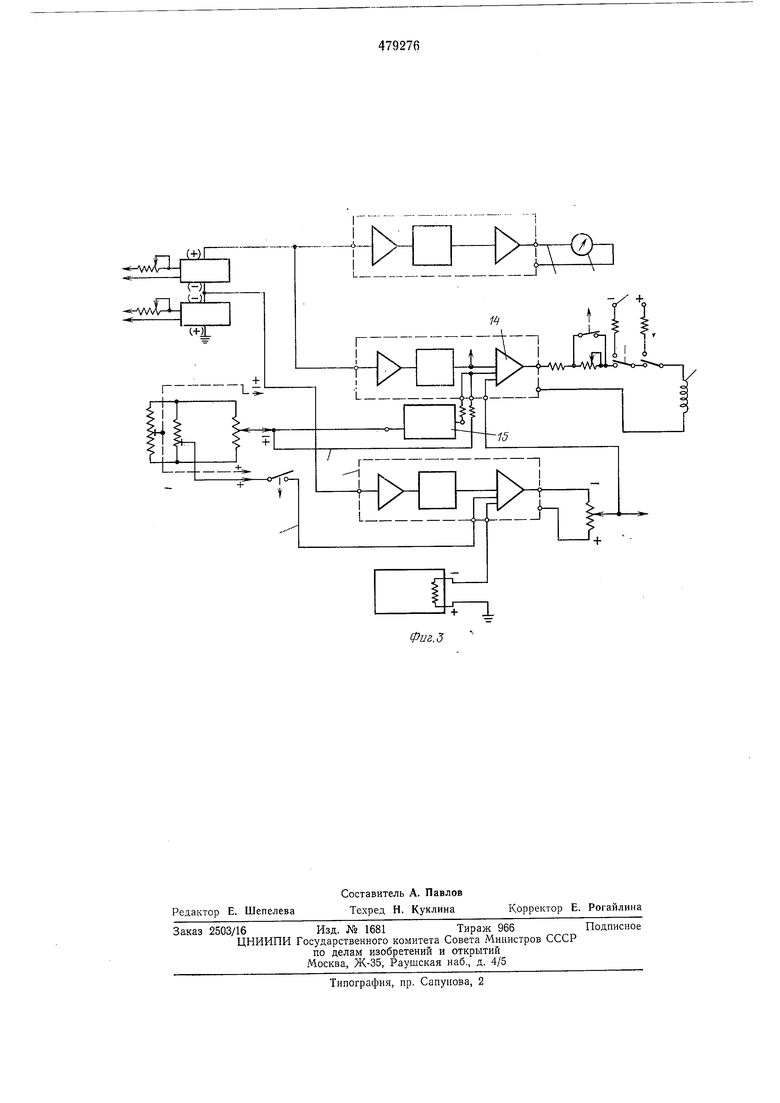
Устройство для автоматического регулирования профиля полосы на четырехвалковом прокатном стане с нажимными механизмами, гидроцилиндрами распора опорных валков, установленными между подушками рабочих валков и между нодушками рабочих и опорных валков, включающее измерители натяжения полосы, установленные по ее ширине и подключенные к узлу контроля плоскостности полосы, соединенному через схему преобразования сигналов с гидроцилиндрами распора опорных валков и блоком управления приводами нажимных механизмов, отличающееся тем, что, с целью повышения точности регулирования, в него дополнительно введены датчик давления и элемент задержки, схема преобразования включает дифференциальный усилитель, двзхпозиционное реле и суммирующий усилитель, к одному входу которого подключен датчик давления прокатки, к другому - узел контроля нлоскостности полосы, а выход суммирующего усилителя соединен с гидроцилиндрами изгиба рабочих валков, причем элемент задержки включен в цепь между узлом контроля плоскостности полосы и суммирующим усилителем, измерители натяжения, расположенные у противоположных кромок полосы, соединены
с входом дифференциального усилителя, выход которого подключен к двухпозиционному реле, контакты которого соединены с блоком управления прЕвода1Ми нажимных механизмов.
i
й41.
Фиг. 1
(r-L
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного литья металлической полосы | 1976 |
|
SU1114324A3 |
| СПОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯИ РЕГУЛИРОВАНИЯ ПРОФИЛЯ ПОЛОСЬ'. НА ЧЕТЫРЕХВАЛКОВОМ ПРОКАТНОМ СТАНЕ | 1969 |
|
SU420154A3 |
| Способ управления процессом обжига нефтяного кокса в наклонной вращающейся печи | 1975 |
|
SU648113A3 |
| Устройство для правки проката растяжением | 1976 |
|
SU651666A3 |
| Устройство автоматического устранения проскальзывания рабочих валков относительно опорных | 1978 |
|
SU774641A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1990 |
|
SU1731321A1 |
| АДАПТАЦИЯ МОЩНОСТИ В МНОГОСТАНЦИОННОЙ СЕТИ | 1998 |
|
RU2210863C2 |
| Устройство для автоматического регулирования толщины полосы на прокатном стане | 1989 |
|
SU1667972A1 |
| Способ получения алюминия | 1977 |
|
SU1055340A3 |
| Способ электролитического получения алюминия | 1976 |
|
SU695566A3 |