(5) МЕТЧИК
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нарезания внутренних резьб | 1976 |
|
SU651910A1 |
| Способ нарезания резьбы и винторезная головка для его осуществления | 1982 |
|
SU1057212A1 |
| СБОРНАЯ ПЛАШКА | 1992 |
|
RU2043883C1 |
| Резьбонарезная головка | 1976 |
|
SU603511A1 |
| РЕЗЬБОНАРЕЗНАЯ ГОЛОВКА | 1991 |
|
RU2030260C1 |
| Резьбонарезное устройство | 1981 |
|
SU992142A2 |
| Способ нарезания внутренних резьб и метчик для осуществления способа | 1980 |
|
SU942914A1 |
| Метчик для обработки волоконно-армированных композитных материалов | 2019 |
|
RU2725582C1 |
| Способ нарезания внутренних резьб и устройство для его осуществления | 1985 |
|
SU1311877A1 |
| Шпиндельный узел резьбонарезного станка | 1986 |
|
SU1308437A1 |
1
Изобретение относится к металлорежущему инструменту, а именно к метчикам.
Известен метчик для нарезания крупных цилиндрических резьб, в пазах которого закреплены гребенки, которые расположены по окружности метчика неравномерно D 3.
Недостатком известной конструкции метчика является то, что он способен нарезать резьбу только с шагом и профилем, соответствующим шагу и профилю резьбы гребенок,
Цель изобретения - расширение тех-,5 нологических возможностей резьбонарезания.
Поставленная цель достигается тем, что в корпусе выполнено п радиальных 20 пазов, в которые помещены резьбонарезные гребенки, ыаг которых превышает шаг нарезаемой резьбы,а количество гребенок определяется в зависимости от шага нарезаемой резьбы по формуле
РМ-РН
2 РН
где Р - шаг резьбы резьбонарезных гребенок;
шаг нарезаемой резьбы;
z число вставленных гребенок в пазы корпуса с угловым
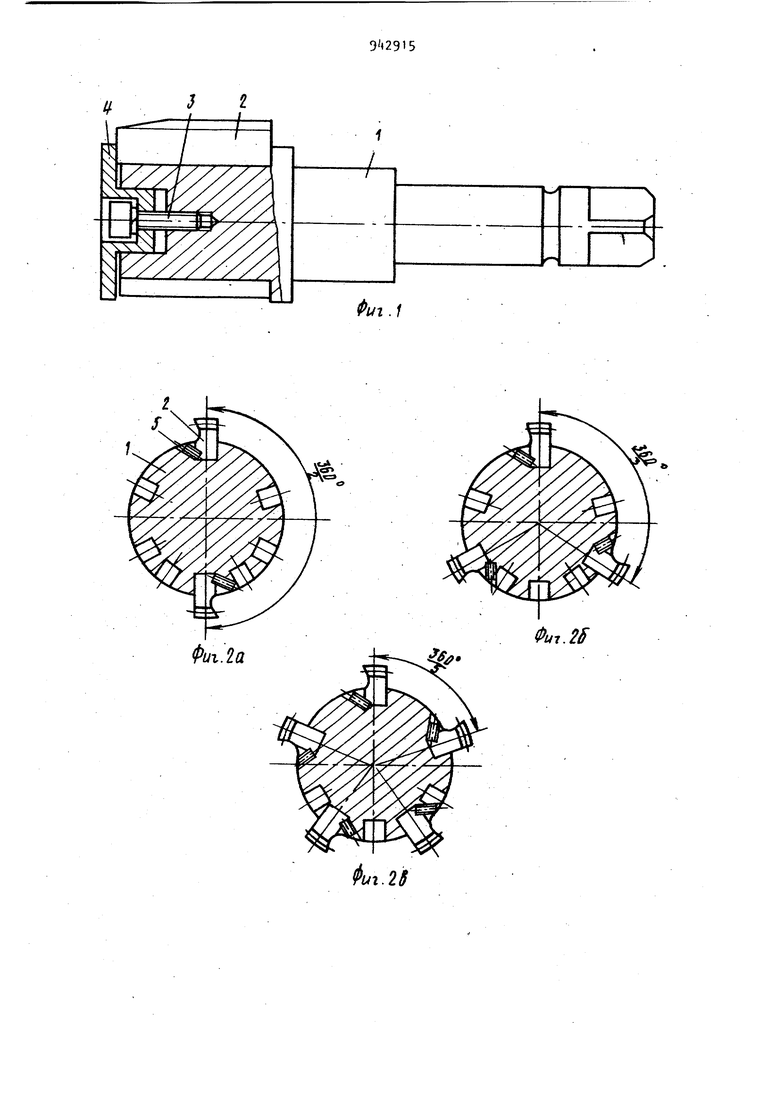
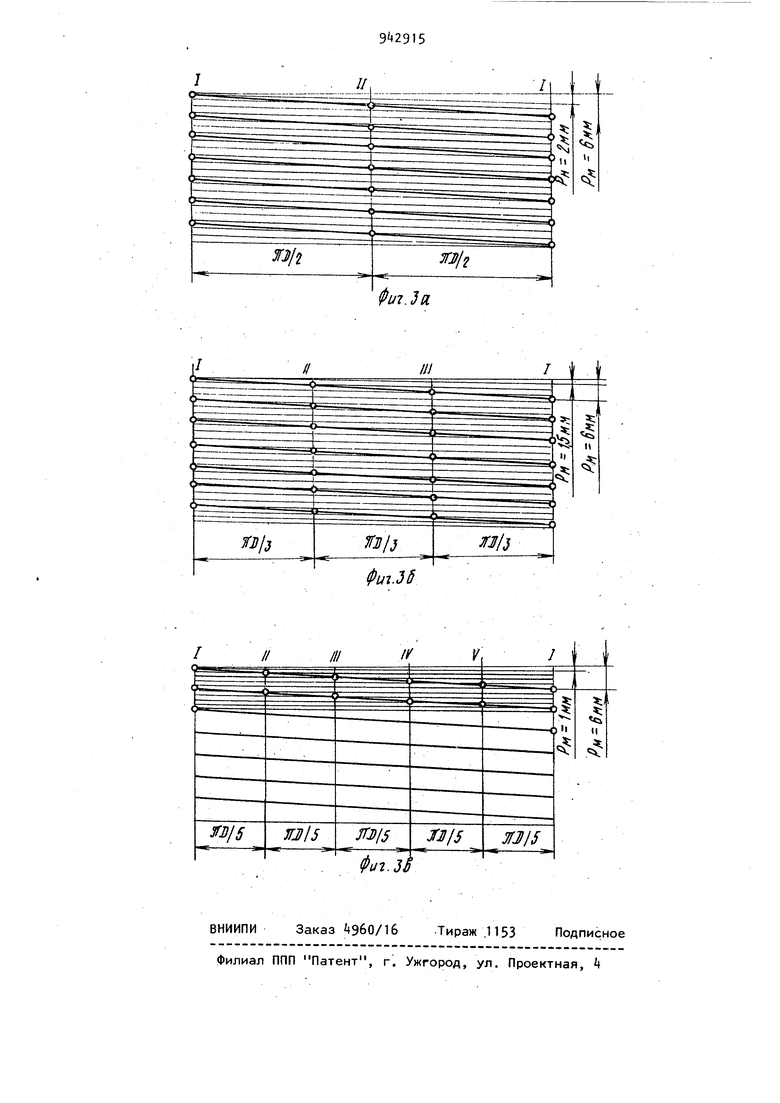
интервалом На фиг. 1 показан метчик, общий
вид; на фиг. 2 а,б,в - поперечные ,сечения метчика соответственно с двумя, тремя и пятью вставленными гребенками в пазы кбрпуга; фиг.З а,б,в - развертки рабочих поверхностей метчиков, изображенных на фиг. 2а,б,в.
Метчик содержит корпус 1, в пазах которого помещены резьбонарезные гребенки 2, закрепленные винтом 3 с упором V и винтами 3. Резьбонарезные гребенки 2 -выполнены с резь3 9бой Р, а в обрабатываемой детали нарезается резьба с шагом F . Число вставленных гребенок в п пазов корпуса 1 определяется по формуле и расположены они с угло вым интервалом . Например на метчике выполнена резьба МЗОхб, т.е. 6 мм. Для того, чтобы нарезать резьбу в детали М30х2 т.е. с Р 2 мм, необходимо в пазы корпуса метчика вста-zl резьбонарезные греВИТЬ Zбенки (фиг. 2а), с угловым интервалом. Метчику,сообщается винтовое движение, необходимое для нарезания резьбы с шагом 2 мм, на обрабатываемой детали образуется винтовая канавка (см. фиг.За) с шагом Р) 2 мм. Таким образом, исполь зуется свойство винтовых линий разного шага пересекаться в строго определенных точках, в которых и располагаются вершины зубьев метчика. Для нарезания резьбы М30х1,5 т.е с шагом Рц 1,5 мм, в пазы корпуса 2(5 с ...„ -7-g- 5 резьб нарезные гребенки (фиг.26) с угловы интервалом --. Тогда метчику сооб щается винтовое движение, необходимое для нарезания резьбы с шагом 1,5 мм,на обрабатываемой детали обр зуется винтовая канавка (см.фиг.36) сшагом Ру, 1,5 мм. Резьба с шагом 1 мм нарезается при установке в пазах корпуса Z f- резьбонарезных гребенок (фиг.2в) и метчику сообщаетсявинтовое движение для нарезания резьбы с шагом Р. 1 мм ( фи г. 3 в ). Предложенный метчик обладает сле дующими преимуществами. Образующаяс стружка попадает в пространство меж 4 обрабатываемой деталью и метчиком и не препятствует процессу резьбонарезания (не пакетируется и т.д.). Так как шаг резьбы метчика .больше шага нарезаемой резьбы, между нарезаемой резьбой и профилем впадины име ется достаточное пространство. Этим исключается заклинивание, приварка материала обрабатываемой детали к боковым поверхностям метчика, что обеспечивает повышение качества обрабатываемой . поверхности. Oбedпeчивается возможность нарезания одним метчиком нескольких типоразмеров резьб, что расширяет технологические возможности резьбонарезания, приводит к экономии инструментального материала. Кроме того, возможно уменьшить номенклатуру метчиков. Формула изобретения Метчик, содержащий корпус, в пазах которого помещены резьбонарезные гребенки,отличающийся тем, что, с целью расширения технологических возможностей, в котэпусе выполнено п-радиальных пазов, в которые помещены резьбонарезные гребенки шаг которых превышает шаг нарезаемой резьбы, а количество гребенок определяется в зависимости от шага нарезаемой резьбы по формуле РМ-РИ где Р„ - шаг резьбы резьбонарезных гребенок; шаг нарезаемой резьбы; число вставленных гребенок в пазы корпуса с угловым интервалом -ЕЁ.. Источники информации, принятые во внимание -при экспертизе 1, Авторское свидетельство СССР ff 11П688, кл. В 23 G 5/06, 1958.
