1
Изобретение относится к области машиностроения и строительства и предназначено для соединения анкерных стержней с пластинами при изготовлении закладных деталей для железобетонных конструкций.
Известен способ соединения анкерного стержня с пластиной втавр, включающий вырубку отверстия, последующую устаПовку анкерного стержня в отверстии и сварку соединения 1.
Недостатком этого способа соединения является небольшая величина сварного щва, что снижает нагрузочную способность соединения.
Известен также способ дуговой сварки анкерного стержня с пластиной, в которой после образования отверстия производят его раззенковку по форме конуса с углом 100±10°, последующую установку стержня с выходом его конца в раззенкованное отверстие и сварку его с пластиной на глубину раззенковки .2.
Этот способ является наиболее близким к изобретению по техническому существу и достигаемому результату.
Основной недостаток известного способа соединения заключается в необходимости использования относительно толстых пластин, что влечет за собой повышенный расход металла, значительную трудоемкость и дополнительные затраты на получение необходимого отверстия, так как пробивка отверстий в толстых пластинах затруднена,
их необходимо просверливать и производить зенковку кромок. Кроме того, раскрой стальных плит на пластины, толщина которых при использовании стержней более 25 мм составляет не менее 20 мм, предусматривает применение газовой резки, а это снижает производительность операции по заготовке пластин.
Целью изобретения является получение равнопрочного сварного соединения анкерного стержня с пластиной с одновременным уменьшением ее толщины, а следовательно, экономией металла и снижением трудозатрат.
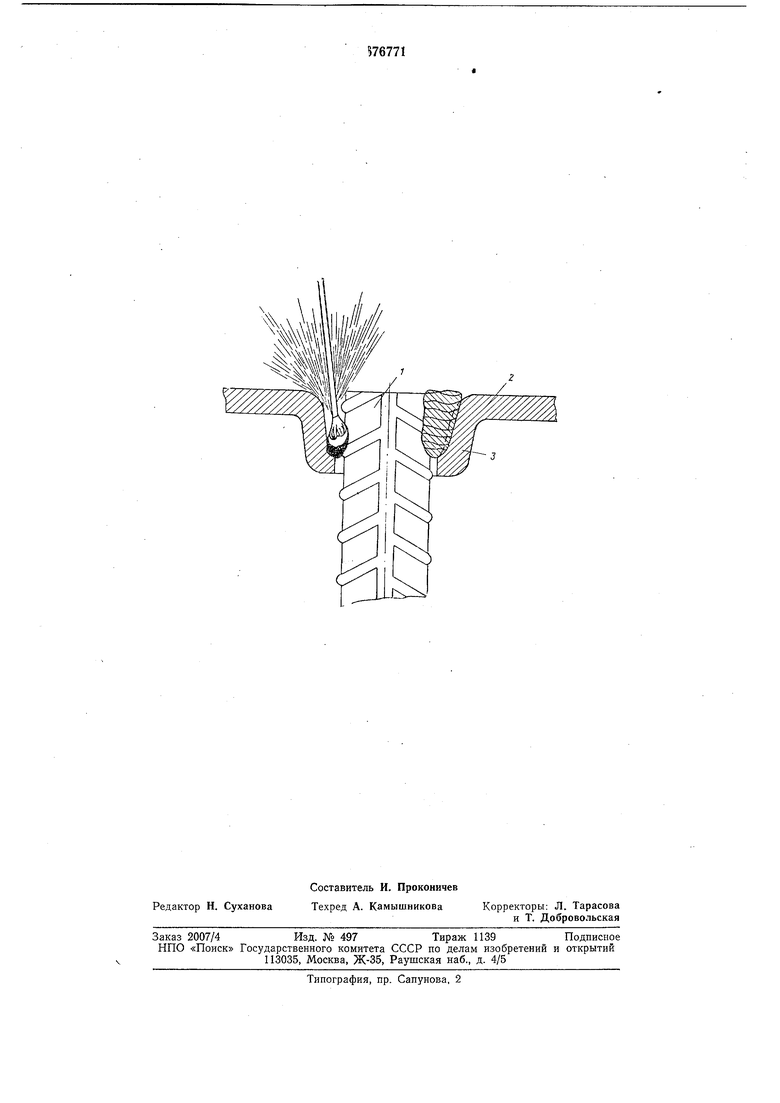
Отличительная особенность предлагаемого способа соединения анкерного стержня с пластиной втавр при производстве закладных деталей железобетонных изделий, включающего вырубку отверстий в пластине с разделкой кромок под сварку, установку стержня в отверстие и сварку его с пластиной, заключается в том, что в пластине выштамповывают рельеф конусообразной формы высотой 0,6-0,9 диаметра стержня, при этом его большее основание равно 1,5-
3,0 диаметра стержня, меньшее основание на I-2 мм больше диаметра стержня, а высота сварного шва равна или больше 0,6 диаметра стержня.
Предлагаемый способ иллюстрируется чертежом.
Способ соединения анкерного стержня 1 с пластиной 2 втавр заключается в том, что выштамповку рельефа 3 конусообразной формы высотой 0,6-0,9 диаметра стержня позволила значительно увеличить высоту сварного шва по сравнению с толшиной пластины, повысить плошадь среза и прочность сварного соединения и уменьшить толшину пластины в закладных деталях.
Таким образом, появляется возможность изменить плошадь среза в сварном соединении в зависимости от диаметра привариваемого стержня и оптимальной толш;ины пластины.
Применение более тонких пластин позволяет эффективно использовать методы штамповки и объединить операции штамповки рельефов и пробивкуотверстий срезкой пластин в комбинированных штампах.
При выштамповке рельефа его форма в сечении выполняется конусообразной, например, диаметром большего основания, равным 1,5-3,0 диаметра стержня, а меньшего основания -на 1-2 мм больше диаметра стержня. При этом нижнюю часть меньшего основания предусмотрено выполнять у края кромки с плавным переходом, представляющим собой, например, пологую или горизонтальную плошадку, обеспечивающую формирование нижней зоны сварного шва на всю глубину рельефа. При такой форме достигается наименьший объем сварного шва при его высоте 0,6 диаметра стержня. Это дает возможность сократить до минимума время сварки, т. е. обеспечить повышение производительности.
Минимальная высота сварного шва, составляющая 0,6 диаметра стержня, определена в результате исследований сварки анкерных стержней с пластинами из различных сталей и разной толщины пластин.
Исследования, проведенные по сварке анкерного стержня диаметром 12 мм с пластиной толщиной б мм втавр предлагаемым способом показали, что при высоте шва 7,2-7,5 мм прочность соединения достигает 67-68 кг/мм, что является достаточным для арматуры кл. АШ и соответствует прочности соединения, выполненному по известному способу, при сварке стержня диаметром 12 мм с пластиной, толщиной 10 мм и глубиной раззенковки равной 8 мм.
Преимущества предлагаемого способа видны на следующем конкретном случае. При увеличении диаметра стержня с 12 до 16 мм глубина рельефа должна возрастать с 8,5 до 11 мм соответственно, но толщина
пластины может остаться одной и той же, например 8 мм. При существующем способе пришлось бы увеличить толщину пластины с 9 до 12 мм. В связи с тем, что полосовой и листовой материал выпускается
толщиной 10, 12, 14, 16 мм и т. д. в первом случае потребовалось применить материал толщиной 10 мм и во втором - 12 мм.
Формула изобретения
Способ соединения анкерного стержня с пластиной втавр, например, для изготовления закладных деталей железобетонных изделий, включающий операции образования
отверстия в пластине, установку стержня в отверстие и носледующую сварку, отличающееся тем, что, с целью экономии металла и снижения трудоемкости, в пластине вокруг отверстия выштамповывают рельеф
конусообразного поперечного сечения, при этом его большее основание равно 1,5-3,0 диаметра стержня, меньшее основание на 1-2 мм больше диаметра стержня и высота равна 0,,9 диаметра стержня, а высота
сварного шва равна или больше 0,6 диаметра стержня.
Источники информации, принятые во внимание при экспертизе
1.Мурашов В. И. Железобетонные конструкции. М., «Стройиндустрия, 1962, с. 233,
рис. ХП.10.2.
2.Инструкция по проектированию железобетонных конструкций. Закладные детали. 1968, с. 262, табл. 9.11. № 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения сваркой стержня с пластиной в тавр | 1983 |
|
SU1174212A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1999 |
|
RU2148483C1 |
| Способ изготовления "закрытых столиков" для желебетонных изделий | 1977 |
|
SU651917A1 |
| Устройство для сварки магнитоуправляемой дугой | 1986 |
|
SU1409426A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТАВРОВЫХ СВАРНЫХ СОЕДИНЕНИЙ ЗАКЛАДНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2044313C1 |
| ЖЕЛЕЗОБЕТОННОЕ ПЛОСКОЕ БЕЗБАЛОЧНОЕ ПЕРЕКРЫТИЕ (ВАРИАНТЫ) | 2015 |
|
RU2588272C1 |
| ЗАКЛАДНАЯ ДЕТАЛЬ | 1993 |
|
RU2040648C1 |
| СПОСОБ РАСПОЛОЖЕНИЯ ЗАКЛАДНЫХ ДЕТАЛЕЙ В ЖЕЛЕЗОБЕТОННОЙ КОНСТРУКЦИИ | 2024 |
|
RU2833655C1 |
| Закладная деталь | 1984 |
|
SU1255694A1 |
| Закладная деталь | 1991 |
|
SU1779719A1 |