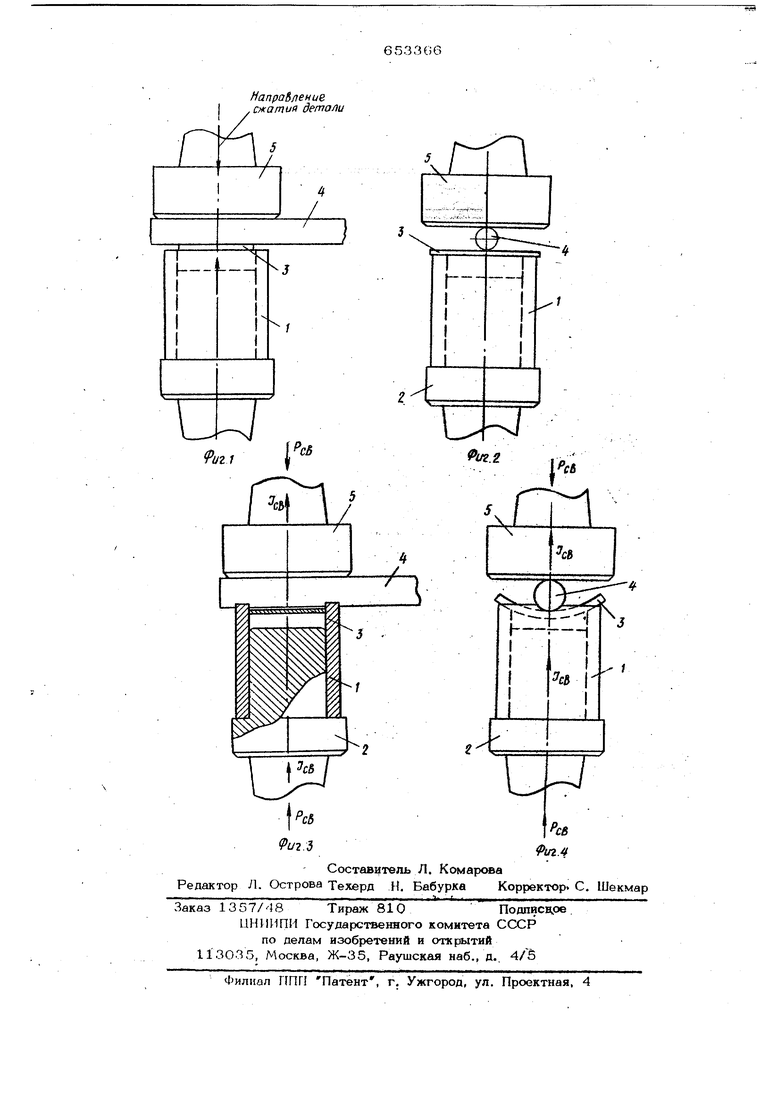
И осуществляют сварку анкерного стержня с профильным элементом. На фиг. 1 изображено положение соединяемых элементов перед сваркой (вид спереди); на фиг. 2 - то же, вид сбоку; на фиг. 3 - положение элементов в процессе сварки (вид спереди); на фиг. 4 то же (вид сбоку). Способ изготовления закладных деталей состоит в том, что профильный полый элемент 1 надевается на фиксирующий выступ одного из электродов 2 машины для точечной сварки таким образом, чтобы его нижняя торцовая плоскость опер- лась на соответствующий бурт электрода 2, а верхняя возвышалась над фиксирующим выступом. На верхнюю торцовую поверхность Укладываются промежуточная гибкая пластина 3 и стержень 4, на кото рый воздействует электрод 5 сварочной машины. При сжатии электродов. 2 и 5 стержен 4 через пластину 3 прижимается к про- . фильному элементу 1. Пластина 3 может выполняться из металла или нетокопроводящего материала (картон, пресс-шпак и т. д.), а поперечные размеры ее таковы, что длина больше, а ширина меньше полости профильного элемента. При сжатии электродами 2 и 5 набора элементов 1, 4 и 3 последний прогибает ся до тех пор пока стержень 4 не достиг нет верхнего торна профильного элемента 1, после чего включается ток и происходит сварка элемента 1 и стержня 4. При этом пластина 3 продолжает изгибаться настолько, чтобы обеспечить свободную взаимную осадку элемента 1 и стержня 4 Процесс изготовления закладных деталей из трубчатых или коробчатых элементов и стержней, а также гибких промежуточных пластин можно проводить съарк.ой всех трех элементов в сварных точках, определяемых пересечением проекций стержней на торцовую плоскость трубчатых элементов, - В этом случае промежуточная пластина должна иметь размеры, превышающие поперечное сечение трубчатого элемента, иВ силу собственной гибкости (м алей жесткости) деформироваться настолько, чтобы обеспечивать свободную взаимную :;адку стержней и стенок трубчатого элемента, а материал пластины должен обладать электропроводностью, близкой к электропроводности стали. Опытная проверка предлагаемот о спо- оба в условиях цеха закладных деталей дек № 1 Главмосстроя показала, что трудоемкость изготовления деталей снизилась в три раза. Для возведения одного 21 5-квартирно го дома серии 11-49 требуется около 9ОО закладных деталей типа М-2в, полученных известньш способом, для изготовления которых необходимо затратить 10 рабочих смен. При использовании предлагаемого способа изготовления закладных деталей требуется всего 1,5 смены, при этом экономия металла составляет около 30%, Одновременно облегчаются условия труда благодаря замене ручных операций машинными и повышается культура производства. рмула изобретения Способ изготовления закладных деталей железобетонных конструкций путем соединения анкерного стержня с профильным полым элементом, закрытым с одного торца пластиной, отличающийся тем, что, с целью снижения металлоемкости и повышения производительности путем соединения профильного элемента с анкерным стержнем контактной сваркой, профильный элемент с пластиной устанавливают свободным торцом на один изсварочных электродов, на пластину цо центру электродов укладывают анкерный стержень, прикладывают свароч- ное давление, создавая прогиб пластины внутрь профильного элемента до контакта анкерного стержня с торцом этого элемента, после чего включают сварочный ток и осуществляют сварку анкерного стержня с профильным элементом. Источники информации, принятые во гание при экспертизе 1. Альбом РМ 493 Рабочие чертежи на железобетонные изделия к жилым домам серии П-49, вариант Д, дополнение № 3, архитектурное решение лоджии, 1967, НИИТЭП, изделие БП7-1, 7-2,8-1, 8-2, БП21-1; БП22-2,
Направление .сжатий детали
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки под флюсом наклонного соединения анкерного стержня с элементом проката | 1982 |
|
SU1117165A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1999 |
|
RU2148483C1 |
| Устройство для сборки и сварки закладных деталей | 1983 |
|
SU1171252A1 |
| Способ изготовления "закрытых столиков" для желебетонных изделий | 1977 |
|
SU651917A1 |
| Способ соединения сваркой стержня с пластиной в тавр | 1983 |
|
SU1174212A1 |
| Способ изготовления закладных деталей | 1981 |
|
SU1017786A1 |
| Установка для высадки сфероподобных головок на анкерных стержнях закладных деталей | 1990 |
|
SU1779452A1 |
| Закладная деталь | 1991 |
|
SU1779719A1 |
| Способ изготовления закладных деталей | 1980 |
|
SU941078A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ ЗАКЛАДНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2508971C1 |