Изобретение относится к устройствам для кантовки, изделий краном с использо.ванием напольных опор путем подъема-опускания крюка крана с подвешенным изделием.
Известно устройство для кантовки крупногабаритного, например, длинномерного изделия, состоящее из установленных на изделии направляющих блоков, соосных несущих блоков, огибающего блоки стропа или грузового каната и опор-подкладок, причем оси несущих блоков смещены относительно оси изделия, а направляющие блок выводят строп или грузовой канат за контур изделия 1.
Недостатком известного устройства является то, что подъем или опускание изделия крюком крана ведется также при условии одновременного хода моста крана или тележки, т. е. перекос канатов относительно ручья барабана лебедки сохраняется.
Известен стенд для кантования изделий, содержащий кран, устанавливаемые напротивоположных гранях изделия и охватывае мые стропами крана технологические цапфы и стационарные опоры с постелями под цапфы 2..
Недостатком известного устройства является повыщенная опасность при проведении работ, так как кран работает с перекосом канатов в ручье барабана лебедки при одновременном ходе моста или тележки. Кроме того, кантуемое изделие приобретает недопустимые длд механизмов крана ускорения, вызываюп ие опасную перегрузку узлов крана и грузоподъемных канатов.
Другой недостаток устройства состоит в том, что при подъеме изделие кантуется только на 90° и возвращается в исходное положение при опускании крюка. Кантовка изделия на меньщие углы, в частности на 45°, 30° и т. д., с четкой фиксацией полученного положения невозможна.
Для повыщения безопасности по кантовке имеются стационарные кантователи, например столы-кантователи листа,люлькикантователи. Подобные устройства работают надежно и отвечают требованиям техники безопасности, однако их недостатком является то, что они требуют больщих капиталовложений и экономически целесообразны при крупносерийном производстве, например
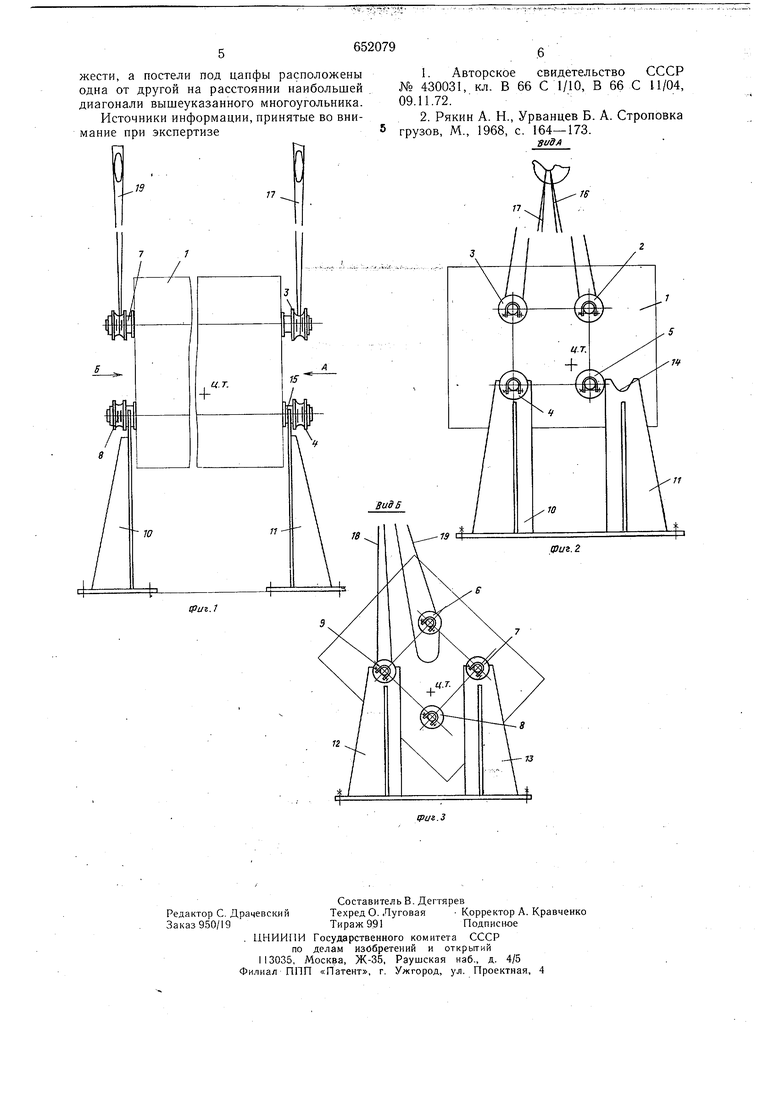
652079 на прокатных станах, конвейерных линиях и т. п. В малосерийном производстве крупных изделий подобные установки экономически нецелесообразны, таккак коэффициент использования их по времени очень низок. Цель изобретения - кантовка на разные углы и повышение безопасности. Для этого технологические цапфы содержат блоки, установленные на осях, располагаемых на каждЬй стороне Изделия в вершинах правильного прямоугольника, охватываюшего возможные варианты положения центра тяжести, а постели под цапфы расположены одпа от другой на расстоянии наибольшей диагонали вышеуказанного многоугольника. На фиг. 1 - вид стенда спереди с застропленным и частично опущенным на опоры изделием; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1:- Стенд для кантовки крупногабаритного изделия 1 с возможным расположением центра тяжести в точке Ц.Т. состоит из закрепленных на изделии 1 соосных технологических цапф 2, 3, 4, 5, 6, 7, 8 и 9, напольных опор 10, 11, 12, 13 для цапф. Оси установленных с каждой стороны кантуемого изделия цапф расположены в вершинах правильного выпуклого многоугольника, внутри которого расположены Bte возможные положения центра тяжести изделия. В каждой опоре 10-13 выполнен расширяющийся вверх вырез 14 - постель под опорную шейку 15 технологической цап фы.. Опоры каждой стороны, например опоры 12 и 13, расставлены так, что расстояние между постелью 14 в опоре 12 и постелью 14 в опоре 13 равно диагонали квадрата, в вершинах которого установлены цапфы. Аналогично расставлены опоры 10 и 11 для цапф 2,4, 6, 8.: Стенд для кантования крупногабаритного изделия работает следующим образом. Изделие 1, застропленное за цапфы 2, 6, 3,7 стропами 16, 17, 18 и 19 и поднятое краном (условно показан крюк крана), опускается до соприкосновения цапф 4 и 9 с опорами 11 и 12 (см. фиг. 1, 2). После касания цапфами опор опускание изделия продолжается. При этом цапфы 8 и 5 проходят мимо опор 10 и 13, так как расстояние между опорами 10 и 11, соответственно 12 и 13, больше расстояния между цапфами 8 и 9, соответственно4 и 5. Поворот изделй 1 вокруг цапф 5 и 8, опирающихся на опоры 10 и 12, продолжается при опускании крюка крана с изделием до касания опор 11 и 13 цапфами 3 и 7. В ходе кантования центр тяжести будет всегда . иаходИться между опорами. Сигналом об окончании кантования является полное провисание всех стропов. Изделие окантовано на 45° относительно положения на фиг. 2. При необходимойти скаптовать изделие на 90° относительно положения, показанного на фиг. 2, стропы 16 и 17 заводятся за цапфы 5 и 9, а стропы 19, 18 - за цапфы 3 и 7, производится подъем и изделие кантуется на цапфы 7 и 3. По окончании подъема изделие будет перекантовано на 90° относительно положения, показан ного на фиг. 2, и устанавливается с сохранением полученного положения на площадку или на опоры для продолжения кантовки на следующий угол. Следовательно, при подъеме с горизонтальной площадки изделие. 1 с четырьмя цапфами на одной стороне кантуется при опускании на опоры на 45°, а при подъеме с опор после перестроповки - на следующие 45°, т. е. на полный цикл - на 90°. При повторном опускании на опоры изделие кантуется на следующие 45°. Таким образом, с помощью настоящего стенда можно скантовать изделие на любой угол кратный 45° относительно исходного положения на полу или на опорах. При подъеме с пола и опускании на опоры издеОтие с двенадцатью цапфами, т. е. с щестью цапфами на каждой стороне,расположенными на верщинах шестиугольника, кантуется на 30° и при последующих подъемах и опусканиях с промежуточной перестроповкой кантуется на угол кратный 30°. Целесообразно при этом, чтобы расстояние между постелями опор 12 и 13, соответственно 10 и 11, было равно большей диагонали указанного многоугольника. Расположение центра тяжести внутри указанного многоугольника обеспечивает постоянное расположение возможных мест центра тяжести между опорами, т. е. гарантирует устойчивое положение изделия как на двух опорах и крюке крана, так и на четырех опорах. Формула изобретения Стенд для кантования изделий, содержаший кран, устанавливаемые на противоположных гранях изделия и охватываемые стропами крана технологические цапфы и стационарные опоры с постелями под цапфы, отличающийся тем, что, с целью кантовки на разные углы и повышения безопасности, технологические цапфы содержат блоки,установленные на осях, располагаемых на каждой стороне изделия в вершинах правильного многоугольника, охватывающего возможные варианты положения центра тяжести, а постели под цапфы расположены одна от другой на расстоянии наибольшей диагонали вышеуказанного многоугольника. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 430031, кл. В 66 С 1/10, В 66 С 11/04, 09.11.72. 2.Рякин А. Н., Урванцев Б. А. Строповка грузов, М., 1968, с. 164-173.
| название | год | авторы | номер документа |
|---|---|---|---|
| Захват-кантователь | 1980 |
|
SU965944A1 |
| Способ кантования изделий | 1988 |
|
SU1634418A1 |
| СПОСОБ ПОДЪЁМА И РАЗГРУЗКИ НЕСУЩЕЙ ТАРЫ | 2013 |
|
RU2554908C2 |
| Захват-кантователь | 1981 |
|
SU992384A1 |
| Захватное устройство для транспортирования и кантования изделий | 1975 |
|
SU640955A1 |
| Траверса для подъема и кантованияКРупНОгАбАРиТНыХ издЕлий | 1979 |
|
SU850551A1 |
| Устройство для кантования изделий | 1980 |
|
SU901235A1 |
| Захват-кантователь | 1985 |
|
SU1341143A1 |
| Устройство для кантования крупногабаритных изделий | 1983 |
|
SU1131828A1 |
| Устройство для кантования крупногабаритных изделий | 1981 |
|
SU973475A1 |
