2. Вязально-прошивная машина для осуществления способа по п. 1, содержащая узел вязания с движковыми иглами, транспортер для подачи волокнистого холста, щеточный валнк с частичным расположением щетины на его наружной поверхности и средство для подачи каркасного полотна, отличающаяся тем, что она дополнительно снабжена расположенным между транспортером для подачи волокнистого холста и щеточным валиком средством для изгибания в петли волокнистого холста, выполненным в виде рифленых элементов, установленных по всей ширине щеточного валика, причем щетина на щеточном валике расположена с интервалом, соответствующим шагу рифлей рифленых элементов, а высота щетины соответствует высоте петель ворсового материала.
3. Мащина по п. 2, о т л и ч а ю щ ая с я тем, что каждый рифленый элемент выполнен в виде приводного валика с риф- лями на внешней поверхности.

| название | год | авторы | номер документа |
|---|---|---|---|
| Нетканый холстопрошивной материал и узел вязания вязально-прошивной машины для его изготовления | 1989 |
|
SU1744153A1 |
| Способ изготовления ворсового вязально-прошивного материала | 1982 |
|
SU1052587A1 |
| МНОГОИГОЛЬНАЯ ВЯЗАЛЬНО-ПРОШИВНАЯ МАШИНА | 1968 |
|
SU212422A1 |
| Способ изготовления вязально-прошивных ворсовых изделий,ворс которых представляет собой непряденый волокнистый материал и машина для его осуществления | 1982 |
|
SU1440984A1 |
| Нетканый вязально-прошивной материал и узел вязания к вязально-прошивной машине для его изготовления | 1989 |
|
SU1680835A1 |
| Способ изготовления ворсового вязально-прошивного материала и вязально-прошивная машина для его осуществления | 1979 |
|
SU870522A1 |
| Узел вязания вязально-прошивной машины | 1989 |
|
SU1715903A1 |
| Узел вязания к вязально-прошивной машине | 1983 |
|
SU1270187A1 |
| Способ изготовления ворсового материала и движковая игла для осуществления способа | 1977 |
|
SU652243A1 |
| Вязально-прошивная машина | 1978 |
|
SU715665A1 |
1. Способ изготовления ворссшого материала, при котором подают текстильное каркасное полотно и соединяют его с ворсовым слоем из волокнистого холста, подаES ваемого щеточным валиком со скоростью больше скорости подачи каркасного полотна, посредством волокон холста с одновремен- . ным формированием петель из волокнистого холста по всей его ширине движковыми иглами на вязально-прошивной машине путем провяэывания иглами вершин петель, отличающийся тем, что с целью сокращения технологического процесса и улучшения качества материала путем снижения количества непровязанных волокон холста, перед подачей щеточным валиком волокнистого холста последний многократно изгибают по всей ширине, а при формировании петель осуществляют одновременное прочесывание их концов с извлечением непровязанных волокон и ориентаци(П ей формируемых петель п направлении, перпендикулярном каркасному полотну. Л е СО 00 ро i/2.f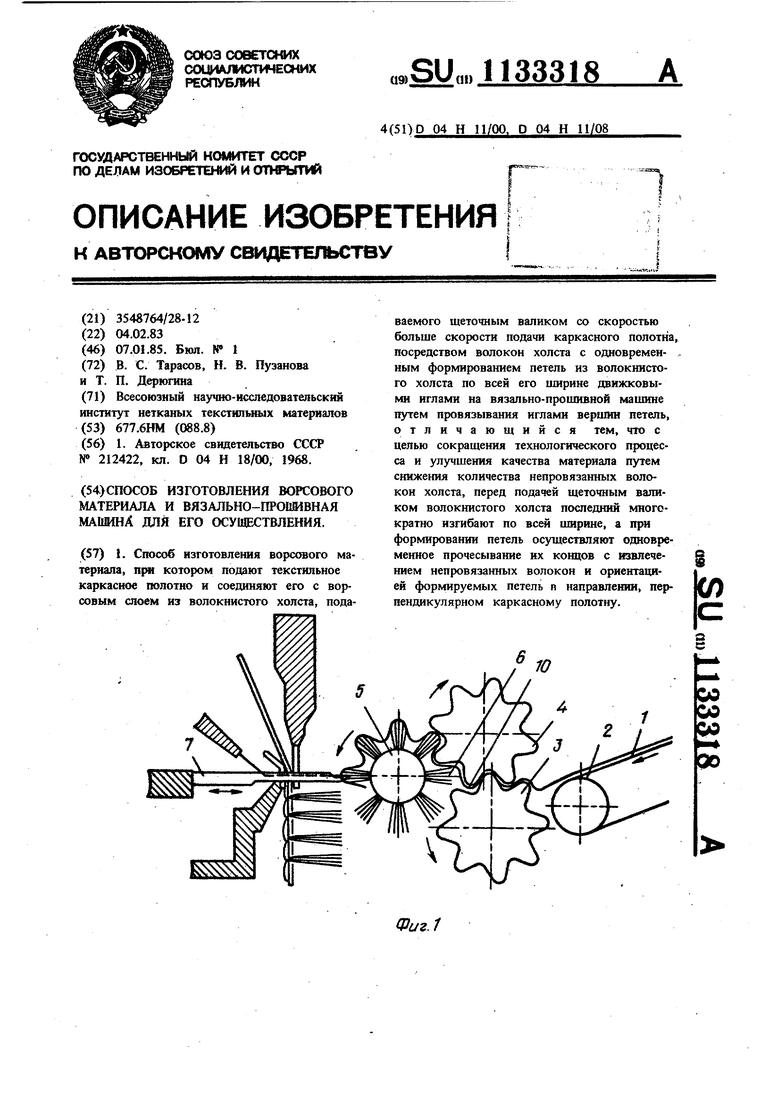
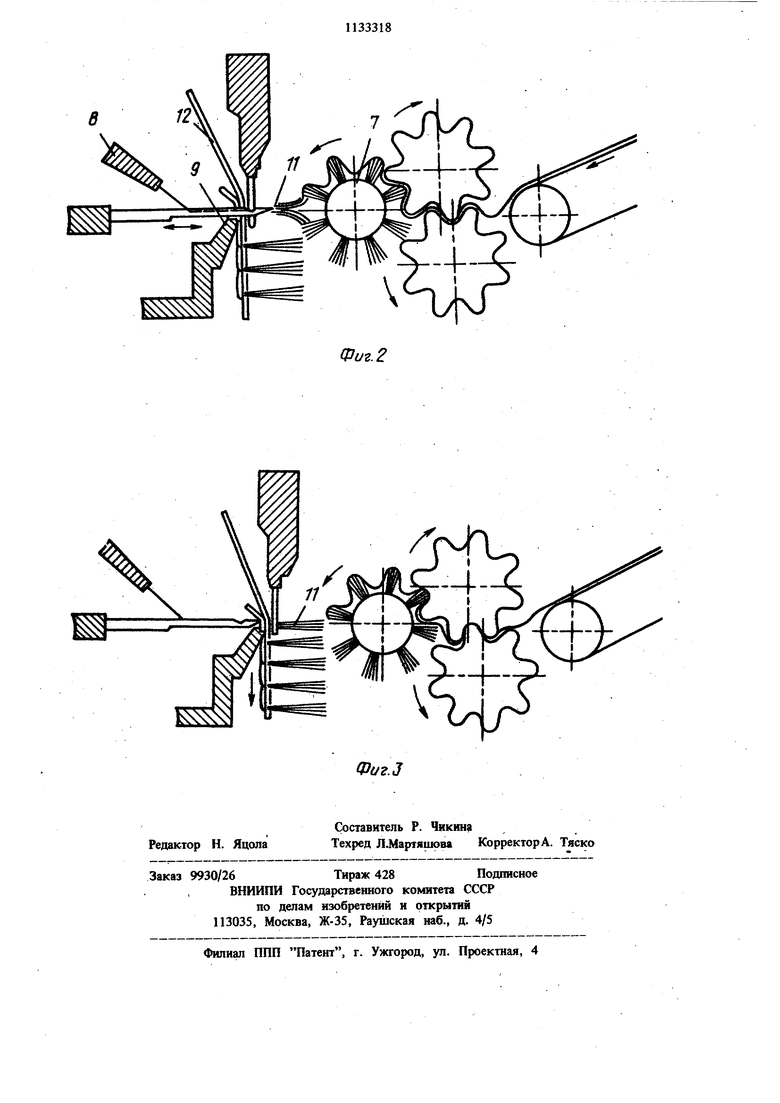
Изобретение относится к текстильной промышленности, в частности к производству ворсовых полотен на вязально-прошивных машинах с движковыми иглами, преимущественно искусственного меха. Известен способ изготовления ворсового материала, при котором подают текстильное каркасное полотно и соединяют его с ворсовым слоем из волокнистого холста подаваемого щеточным валиком- со скоростью больше скорости подачи каркасного полотна, посредством волокон холста с одновременным формированием петель из волокнистого холста по всей его ширине движковыми иглами на вязально-прошивной машине путем провязывакия иглами вершин петель 1. Вязально-прошивная машина для осущест вления способа содержит узел вязания с движковыми иглами, транспортер для пода чи волокнистого холста, щеточный валик с частичным расположением щитины на его наружной поверхности и средство для подачи каркасного полотна (1 . Основным недостатком известных технич ких решений является высокий процент не провязанных волокон (30%) холста. Цель изобретения - сокращение техноло гического процесса и улучшение качества материала путем снижения количества непровя занных волокон холста. Поставленная цель достигается тем, что согласно способу изготовления ворсового материала, при котором подают текстильное каркасное полотно и соединяют его с ворсовым слоем из волокнистого холста, подаваемого щеточным валиком со скорост больше скорости подачи каркасного полотн посреястпом волокон холста с одновременн формированием петель из волокнистого холста по всей его ширине движковыми иглами на вязально-прошивной машине путем провязывания иглами вершин петель, перед подачей щеточным валиком волокнистого холста последний многократно изгибают по всей ширине, а при формировании петель осуществляют одновременное прочесывание их концов с извлечением непровязанных волокон и ориентацией формируемых петель в направлении, перпендикулярном каркасному полотну. Вязально-прошивная машина для осуществления способа, содержащая узел вязания с движковыми иглами, транспортер для подачи волокнистого холста, щеточный валик с частичным расположением щетины на его наружной поверхности и средство для подачи каркасного полотна, дополнительно снабжена расположенным между транспортером для подачи волокнистого холста и щеточным валиком средством для изгибания в петли волокнистого холста, вьшолненным в виде рифленых элементов, установленных по всей ширине Щеточного валика, причем щетина на щеточном валике расположена с интервалом, соответствующим щагу рифлей рифленых элементов, а высота щетины соответствует высоте петель ворсового материала. Каждый рифленый элемент вьшолнен в виде приводного валика с рифлями на внешней поверхности. На фиг. 1 показан процесс формирования петли в момент выстоя движковых игл в крайнем переднем положении при нанесении петли под крючки игл; на фиг. 2 - зтап формирования петли и отделения заключенных в крючок волокон от остальной части петли; на фиг. 3 - момент провязывания 3 петли в каркасное полотно и оттяжки суров го полотна. Вязально-прошивная машина содержит по следовательно расположенные транспортер 1 для подачи волокнистого .холста 2, средство для изгибания в петли волокнистого хо ста в виде пары рифленых элементов - в ликов 3 и 4, щеточный валик 5 со щетиной 6 и узел вязания, содержащий движковые иглы 7, движки 8 и отбойные платины 9. Рифли валиков 3 и 4 находятся во взаимном зацеплении. Щетина 6 щеточного валика 5 расположена периодично по всей длине окружности с интервалом, равным шагу рифлей валиков 3 и.4. Вершин щетины 6 щеточного валика 5 расположены в промежутках между рифлями верхне рифленого валика 4. Вершины щетины 6 в плоскости игл 7 достигают их крючков. Высота щетины 6 и периодичность ее набора соответствует высоте петель ворсового слоя и длине стежка вязально-прощивной машины, которые определены ассортиментом вырабатываемых полотен. Машина содержит средство для подачи каркасного по лотна (не показано). Волокнистый холст 2 при помощи транс портера 1 подают к паре взаимодействующих, находящихся в зацеплении рифленых валиков 3 и 4. При встречном вращении валиков 3 и 4 осуществляют формирование петлн 10 (фиг. 1). При взаимодействии валика 4 со щетииой 6 щеточного валика 5 в процессе вращения происходит накалывание вершин петли 10 на концы щетины 6 и ее перенесение в зону прошива движковых игл 7. В момент выстоя движковых игл 7 в крайнем переднем положении их крючки взаимодействуют с вер шинами петли 10 и происходит нанесение последних на крючок иглы. В период обратного хода движковых игл 7 крючки за крываются движками 8 и формируют петЛ1Ю 11, причем незакрепленные волокна остаются в щетине щеточного валика 5 и в дальнейшем их вычесывают (не показано). Движковые иглы 7 (фиг. 2 и 3) протаскивают петлю И сквозь каркасное полотно 12. После оттяжки готового полотна процесс прокола повторяют. Концы волокон петли 11 имеют продольную ориентацию по отношению к траектории- движен игл 7. Этим обеспечивают формирование и заработку в каркасное полотно 12 петли И с перпендикулярным по отношению к каркасу 12 расположением петель 11 ворсового материала (слоя ) а также снижение доли непровязаиных в петли волокон, что 84 улучшает качество вырабатываемых полотен. Пример. Волокнистый холст из смеси полиакрилонитрильных волокон линейной плотности 0,68 текс (50%) и 1,67 текс (50%), длиной резки 90 мм получают на двухпрочесном чесальном агрегате. Волокнистый холст поверхностной плотности 350 г/м изгибают, формируя петли по всей его ширине, причем высота петли ворсового слоя составляет 15-17 мм. Соотношение скоростей подачи волокнистого холста и каркасного полотна при этом равно 1,3:1. Изгиб волокнистого холста и формирование петель осуществляют с помощью пары риф;леных валиков, взаимодействующих друг с другом. Дальнейшую подачу петель холста осуществляют посредством подающего устройства, которое вьшолнено в виде щеточного валика. При Этом основание петли холста заключено между пучками щетины и находится в свободном состоянии. Вершины петель холста наносят на крючки движковых игл с частотой 800 , соответствующей частоте врашения главного вала вязально-прошивной машины. Петли холста посредством вытяжки формируют в петли ворсового материала (слоя) и зарабатывают трикотажным переплетением в каркасное полотно с интервалом 1,3 мм по каркасному полотну, что соответствует длине стежка вязально-прошивной мащины. При этом одновременно с процессом формирования петли ворсового слоя осуществляют прочесьтание ее концов щетиной щеточного валика с целью извлечения незакрепленных в крючках волокон и ориентации формируемой петли в направлении, перпендикулярном каркасному полотну. Благодаря этому выработанные полотна не требуют процесса ворсования, а волокна, не участвующие в формировании петли, удаляют и возвращают для повторной переработки. Сформированные петли холста протаскивают через каркасное полотно и зарабатывают известным способом. Закрепленные в каркасном полотне петли волокнистого холста образуют вертикальный ворсовой покров искусственного меха. Пример относнтся к производству ворсовых полотен типа искусственного меха подкладочного назначения. Поверхностная плотность меха составляет 450 г/м, высота ворса 15-17 мм. Использование изобретения позволяет снизить расход волокнистого сырья в производстве искусственного меха на 25% за счет создания структуры меха с вертикальным ворсом, повысить плотность ворсового покрова, а также устранить процесс ворсования меха при отделке-.
Фиг.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| МНОГОИГОЛЬНАЯ ВЯЗАЛЬНО-ПРОШИВНАЯ МАШИНА | 0 |
|
SU212422A1 |
| кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
