Изобретение касается конструкции приспособления к шепингу для строгания поверхности спиральных зубцов у конических шестерен методом обкатки.
Для осуществления обкаточного движения между прямолинейным лезвием резца и зубцами заготовки кронштейн резцедержавки шарнирно связывается с ползуном станка и большим коническим зубчатым колесом, шарнирно соединенным с неподвижной частью станка и сцепляющимся с эталонной шестерней. Последняя сцепляется в свою очередь с обрабатываемой шестерней, устанавливаемой совместно с эталонной шестерней на столе станка.
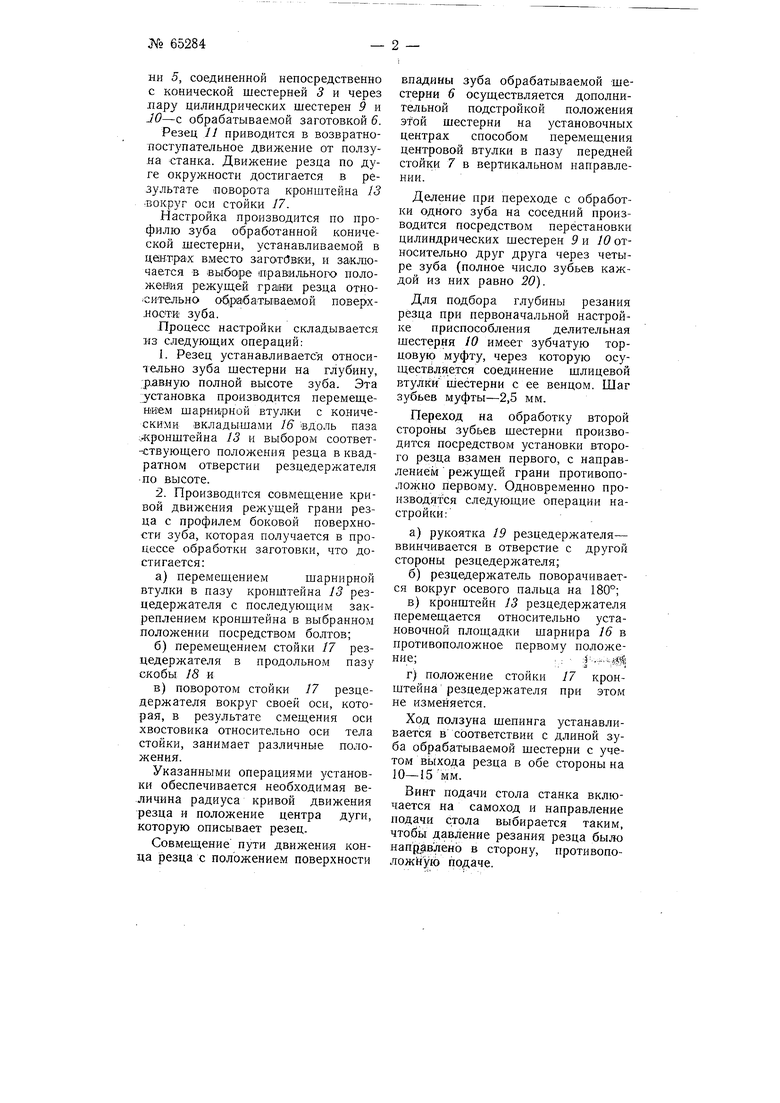
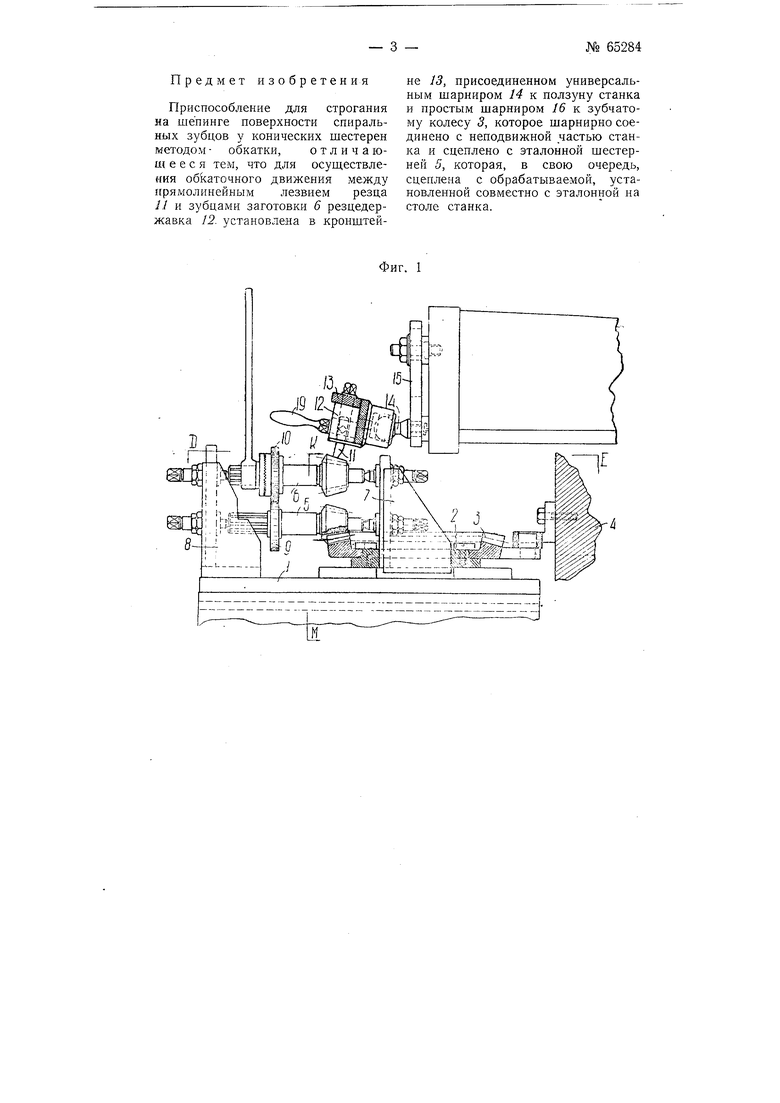
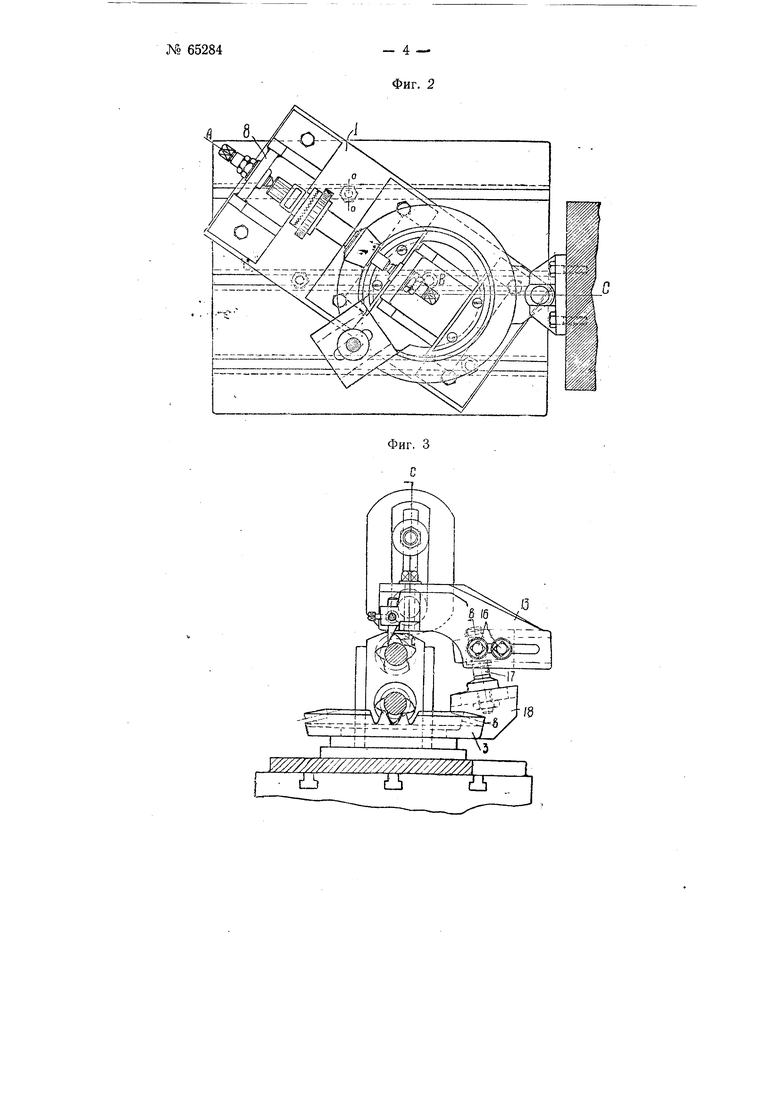
На чертеже фиг. 1 изображает боковой вид приспособления в разрезе /1-S-С фиг. 2, фиг. 2-вид в разрезе по D-E фиг. 1, фиг. 3- боковой вид приспособления в разрезе по К-М фиг. 1, фиг. 4-разрез по С-С фиг. 3. и фиг. 5-разрез узла по в-в фиг. 3.
Предлагаемое приспособление состоит из основания /, закрепляемого посредством четырех болтов на столе шепинга. В бронзовых опорах 2 основания 1 подвижно устанавливается большое зубчатое коническое колесо 5, шарнирно соединенное со станиной 4 станка . н сцепленное с эталонной конической шестерней 5.
Эталонная шестерня 5 и обрабатываемая заготовка 6 устанавливаются в центрах, закрепленных в передней 7 н задней S стойках основания /. Шестерня 5 соединена с шестерней 6 цилиндрическими шестернями 9 и 10. .Резец Л закрепляется в резцедержателе 12, кронштейн 13 которого одним концом соединяется с ползунами станка посредством универсального шарнира М и серьги 15, а другим концом при помощи простого шарнира 16 и стойки 17 - с конической шестерней 3 (фиг. 3).
Движение обкатки резец и обрабатываемая заготовка получают в результате перемещения (подачи) стола станка в поперечном направлении через копирующее ycxpoHicrво, которое состоит из шестерни 5 со связанным с ней кронштейном 13, стойкой 17 и резцедержателем 12 и эталонной конической тестерНИ 5, соединенной непосредственно с конической шестерней 3 и через лару цилиндрических шестерен 9 и JO-с обрабатываемой заготовкой 6.
Резец 11 приводится в возвратнопоступательное движение от ползуна «танка. Движение резца по дуге окружности достигается в результате поворота кронштейна 13 .вокруг оси стойки 17.
Настройка производится по профилю зуба обработанной конической шестерни, устанавливаемой в цеитрах вместо заготовки, и заключается в Bbi6oip.e иравильноро положения режущей rpaiHiH резца отноСительно обрабатываемой цоверхлостй зуба.
Процесс настройки складывается из следующих операций:
1.Резец устанавливается относительно зуба шестерни на глубину, рлвную полной высоте зуба. Эта установка производится перемешевием шарни,рной втулки с коническими вкладышами 16 вдоль паза -жронштейна 13 и выбором соответствующего положения резца в квадратном отверстии резцедержателя
-по высоте.
2.Производится совмещение кривой движения режущей грани резца с профилем боковой поверхности зуба, которая получается в процессе обработки заготовки, что достигается:
а)перемещениемшарнирной втулки в пазу кронштейна 13 резцедержателя с последующим закреплением кронштейна в выбранном положении посредством болтов;
б)перемещением стойки 17 резцедержателя в продольном пазу скобы 18 и
в)поворотом стойки 17 резцедержателя вокруг своей оси, которая, в результате смещения оси хвостовика относительно оси тела стойки, занимает различные положения.
Указанными операциями зстановки обеспечивается необходимая величина радиуса кривой движения резца и положение центра дуги, которую описывает резец.
Совмещение пути движения конца резца с положением поверхности
впадины зуба обрабатываемой шестерни 6 осуществляется дополнительной подстройкой положения этой шестерни на установочных центрах способом перемещения центровой втулки в пазу передней стойки 7 в вертикальном направлении.
Деление при переходе с обработки одного зуба на соседний производится посредством перестановки цилиндрических шестерен 9 и 10 относительно друг друга через четыре зуба (полное число зубьев каждой из них равно 20).
Для подбора глубины резания резца при первоначальной настройке приспособления делительная шестерня W имеет зубчатую торцовую муфту, через которую осуществляется соединение шлицевой втулк:и Ц1естерни с ее венцом. Шаг зубьев муфты-2,5 мм.
Переход на обработку второй стороны зубьев шестерни производится посредством установки второго резца взамен первого, с направлением режущей грани противоположно первому. Одновременно производятся следующие операции настройки:
а)рукоятка 19 резцедержателя- ввинчивается в отверстие с другой стороны резцедержателя;
б)резцедержатель поворачивается вокруг осевого пальца на 180°;
в)кронштейн 13 резцедержателя перемещается относительно установочной площадки шарнира 16 в противоположное первому положение;. : :|--- :SSS
г)положение стойки 17 кронштейна резцедержателя при этом не изменяется.
Ход ползуна шепинга устанавливается в соответствии с длиной зуба обрабатываемой шестерни с учетом выхода резца в обе стороны на 10-15 мм.
Винт подачи стола станка включается на самоход и направление подачи стола выбирается таким, чтобы давление резания резца было Hanfj BifieHb в сторону, противоположную подаче.
Предмет изобретения
Приспособление для строгания на шепинге поверхности спиральных зубцов у конических шестерен методом - обкатки, отличающееся тем, что для осуш,ествления o6kaT04Horo движения между прямолинейным лезвием резца 11 и зубцами заготовки 6 резцедержавка 12. установлена в кронштейне 13, присоединенном универсальным шарниром 14 к ползуну станка и простым шарниром 16 к зубчатому колесу 3, которое шарнирно соединено с неподвижной частью станка и сцеплено с эталонной шестерней 5, которая, в свою очередь, сцеплена с обрабатываемой, установленной совместно с эталонной на столе станка.