Изобретение относится к переработке пластмасс литьем под давлением и может быть использовано ной изготовлении литьевых форм с туннельными литниками.
Цель изобретения - повышение надежности работы литьевой формы и улучшение качества изделий.
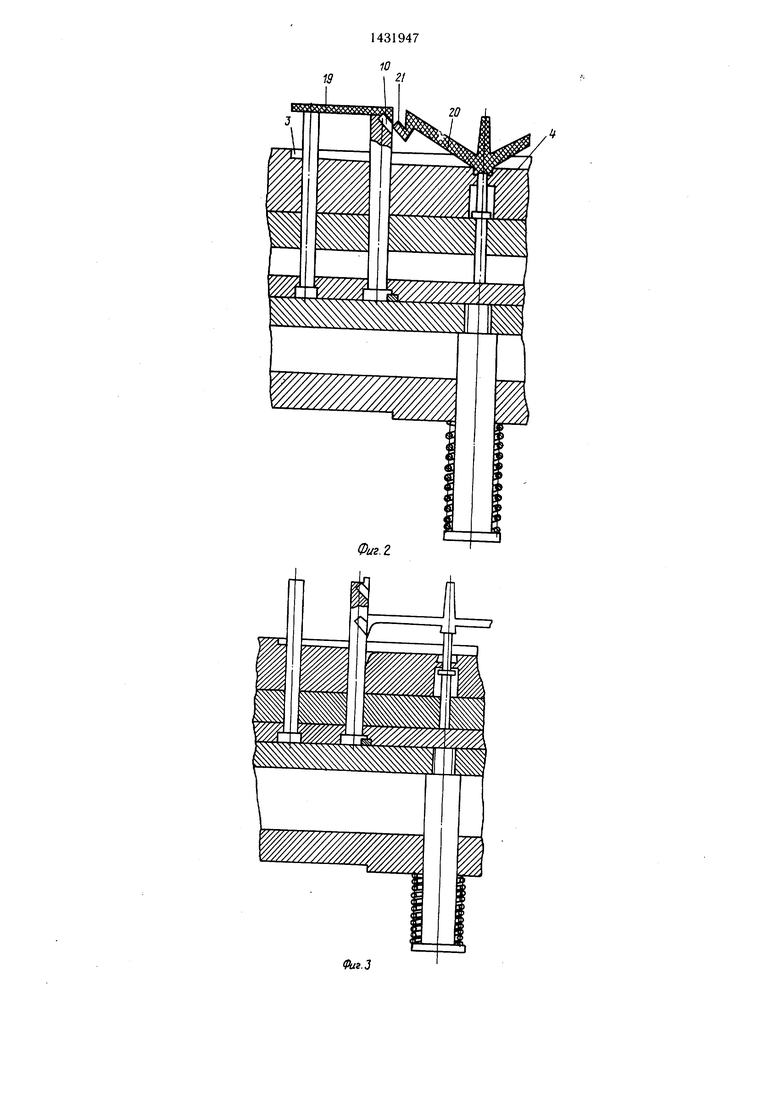
На фиг. 1 показана литьевая форма перед началом разъема; на фиг. 2 - то же, после разъема, после извлечения литника из I туннельного канала перед выталкиванием литника; на фиг. 3 - то же, после выталкивания литника; на фиг. 4 - то же, после посадки выталкивателей изделий; на фиг. 5 - туннельный канал, вид сбоку, раз- I рез; на фиг. 6 - выталкиватель изделия : со стороны входа в туннельный канал. I Литьевая форма состоит из неподвижной : плиты 1 и подвижной части, включаюш,ей i оформляющую плиту 2 с гнездами 3, раз- 1 водящими литниковыми каналами 4, под- I нутоением 5, поддерживающую плиту 6, выталкиватели 7 изделия, выталкиватели 8 литников с канавками 9, туннельными кана- I лами 10 и щпонками 1, выталкиватели 12 I литников с бортиками 13, блок выталки- I вателей с плитами 14 и 15, крепежную пли- : ту 16, хвостовик 17 С возвратной пружи- ; пой 18.
; В гнездах 3 показаны изделия 19, в раз- водяпхих литниковых каналах 4 - разводя- П1ие литники 20, в туннельных каналах 10 - туннельные литники 21.
Литьевая форма работает следующим об разом.
i В сомкнутую форму производят впрыск i полимера и осуществляют выдержку под I давлением. После завершения выдержки I крепежная плита 16, несуш,ая подвижную часть литьевой формы с изделиями 19 и литником, отходит от неподвижной плиты 1. при дальнейшем ее отходе хвостовик 17 доходит до упора (не показан), что вызывает его остановку, остановку блока выталкивателей с плитами 14 и 15, выталкивателей 7 и 8 и лежащих на них изделий 19, которые оказываются вытолкнутыми из гнезд 3. При этом разводящие литники 20 благодаря наличию поднутрения 5 увлекаются продолжающей отход оформляющей плитой 2 и начинают выходить из разводящих литниковых каналов 4, следуя за изделиями 19.
Затем туннельные литники 21 отрываются от изделий 19, выскальзывают из туннельных каналов 10, попадают на наклонные грани канавок 9, соскользывают по ним и по следующим за ними цилиндрическим поверхностям выталкивателей 8 и благодаря упругости разводящих литников 20 оказываются сбоку от выталкивателей 8. При этом шпонки 11 не позволяют выталкивателям 8 развернуться вокруг своих осей. При дальнейшем отводе подвижной части литьевой формы выталкиватель 12 литника упирается в плиту 14 и выталкивает разводящие литники из поднутрения 5. Изделия 19 падают вниз в предназначенную для них тару, а литники 20 и 21 зависают между выталкивателями 8.
Затем начинается смыкание литьевой
формы. В самом начале смыкания при отходе хвостовика 17 от упора возвратная пружина 18 втягивает блок выталкивателей с плитами 14 и 15 и выталкивателями 7 и 8, благодаря чему литники 20 и 21 освобождаются и падают вниз. После полного смыкания литьевой формы осуществляется впрыск пластмассы, в процессе которого выталкиватель 12 литника отжимается до упора бортиком 13 в поддерживающую плиту 6, и литьевая форма возвращается в исходное состояние. После впрыска осуществляется выдержка под давлением. Затем цикл повторяется.
Формула изобретения
1. Литьевая фор.ма для изготовления полимерных изделий с одной плоскостью разъема, содержащая оформляющую плиту с гнездами, литниковую систему с туннельными каналами, блок выталкивания с выталкивателями изделий и литников, отличающаяся тем, что, с целью упрощения конструкции и улучшения качества изделий, туннельные каналы выполнены в выталкивателях изделий, которые закреплены и зафиксированы от проворота в блоке выталкивания.
2. Литьевая форма по п. 1, отличающаяся тем, что, с целью предотвращения повторного попадания туннельного литника в туннельный канал, последний выполнен в поперечной канавке, продольная ось которой
находится по отношению к продольной оси выталкивателя под углом.
3. Литьевая форма по п. 1, отличающаяся тем, что, с целью упрощения изготовления, туннельный канал выполнен в виде сквозного отверстия, частично заходящего на
торцовую поверхность выталкивателя.
Фиг.З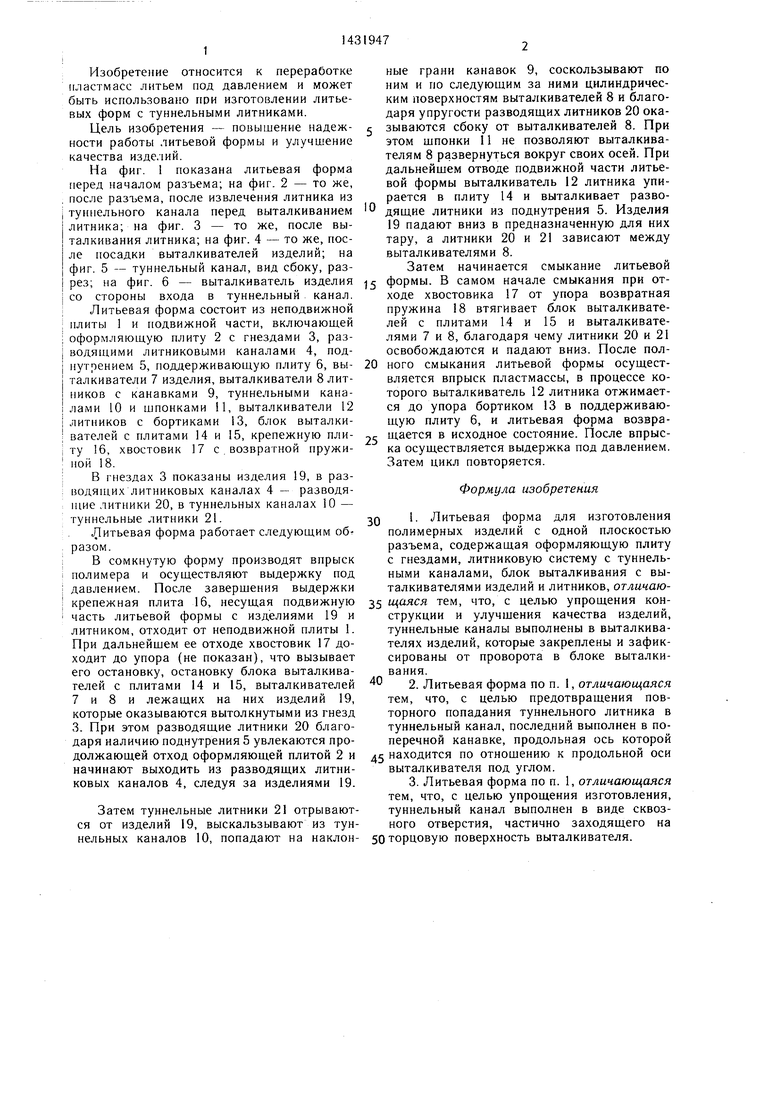
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1705107A2 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1500493A1 |
| Литьевая форма | 1976 |
|
SU653120A1 |
| Литьевая форма для изготовления полимерных изделий с отверстиями | 1990 |
|
SU1775302A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
| Литьевая форма для изготовления изделий со сквозным отверстием из термопластов | 1984 |
|
SU1199644A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2011524C1 |
| Литьевая форма для изготовления армированных полимерных изделий | 1988 |
|
SU1609691A1 |
| Литьевая форма | 1984 |
|
SU1199645A1 |
| Литьевая форма | 1982 |
|
SU1036564A1 |
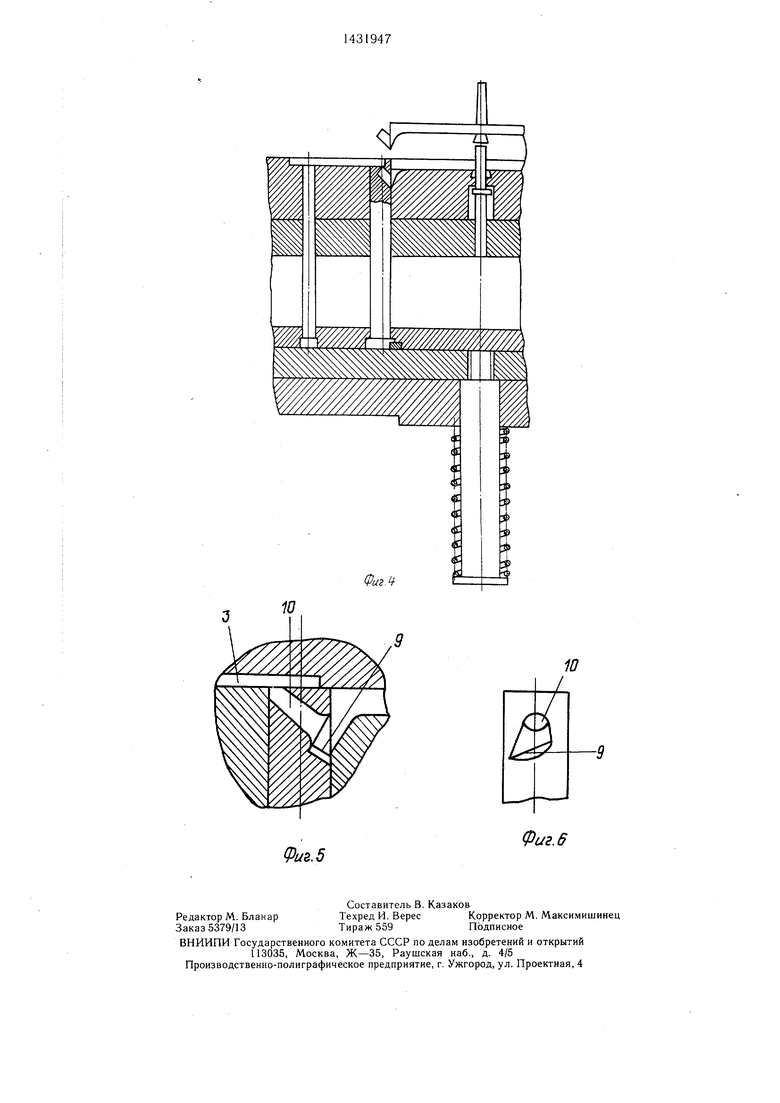
. Изобретение относится к переработке пластмасс литьем под давлением в литьевых формах с туннельными литниками. Цель ЛУ : 2-,fO изобретения - повышение надежности работы литьевой формы и улучшение качества изделий. Для этого туннельные каналы 10 выполнены в выталкивателях 8, которые закреплены и зафиксированы от проворота в блоке выталкивания. Туннельный канал выполнен в поперечной канавке, продольная ось которой находится по отношению к продольной оси выталкивателя 8 под углом, а сам туннельный канал 10 выполнен в виде сквозного отверстия, частично заходящего на торцовую поверхность выталкивателя 8. 2 з.п. ф-лы, б ил. Щ (Л ОО СО Oiii. 
| Пресс-форма для литья под давлением | 1983 |
|
SU1159790A1 |
| Солесос | 1922 |
|
SU29A1 |
