Изобретение относится к технологическому оборудованию для изготовления электрических машин и предназначено для намотки полюсных электрических катушек.
Известен шаблон, для намотки полюсных катушек электрических машин, содержащий четыре формообразуюш,ие стойки, установленные на направляющих, винтовой механизм для поперечного перемещения стоек и механизм для продольного перемещения стоек, выполненный в виде стержней со встречными резьбами, кинематически связанных со стойками, и навинченной на них втулки 1.
Данное техническое решение является наиболее близким к изобретению по технической сущности и достигаемому результату.
Однако из-за больщих габаритов этого станка область применения его ограничена, а настройка каждой стойки отдельно снижает производительность.
Цель изобретения - уменьшение габаритов и повышение производительности труда.
Поставленная цель достигается тем, что стойки соединены между собой линейками с выступами, а в стойках выполнены пазы вдоль осей шаблона, в которых расположены выступы линеек, причем винты механизма для поперечного перемещения свободно установлены в проушинах, закрепленных на концах стержней механизма для продольного перемещения стоек.
Кроме того, механизм для поперечного перемещения стоек выполнен в виде винтов со встречными резьбами, кинематически связанных через поворотные гайки со стойками.
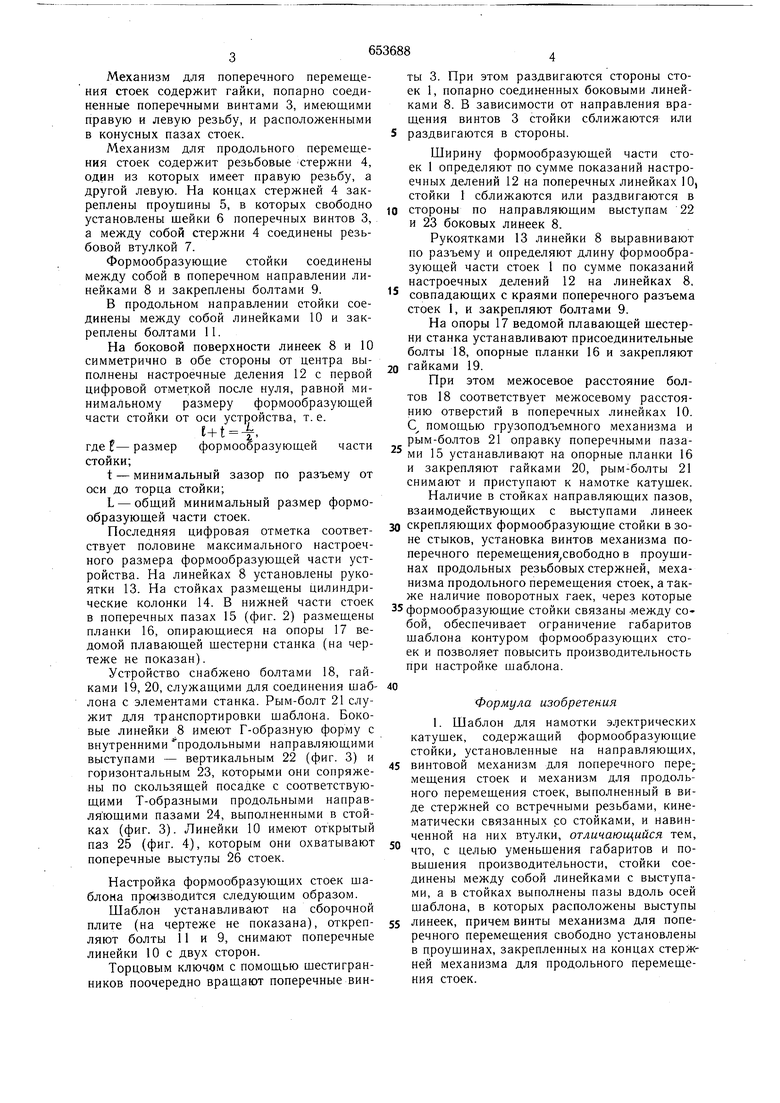
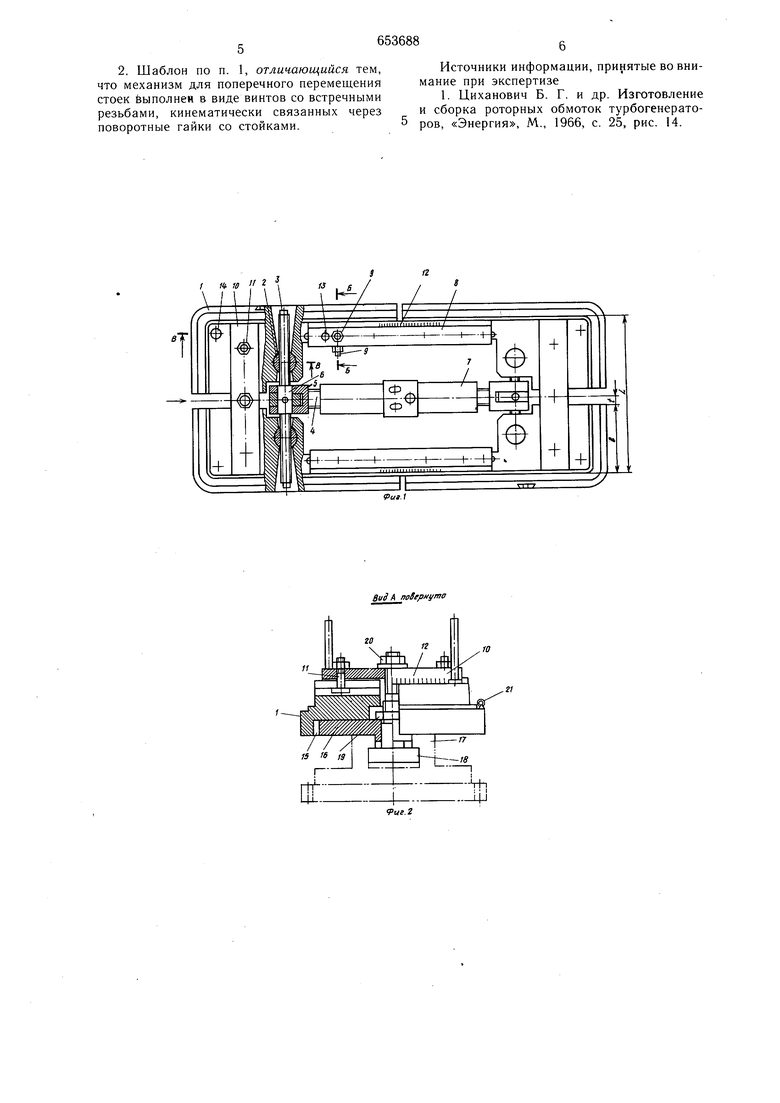
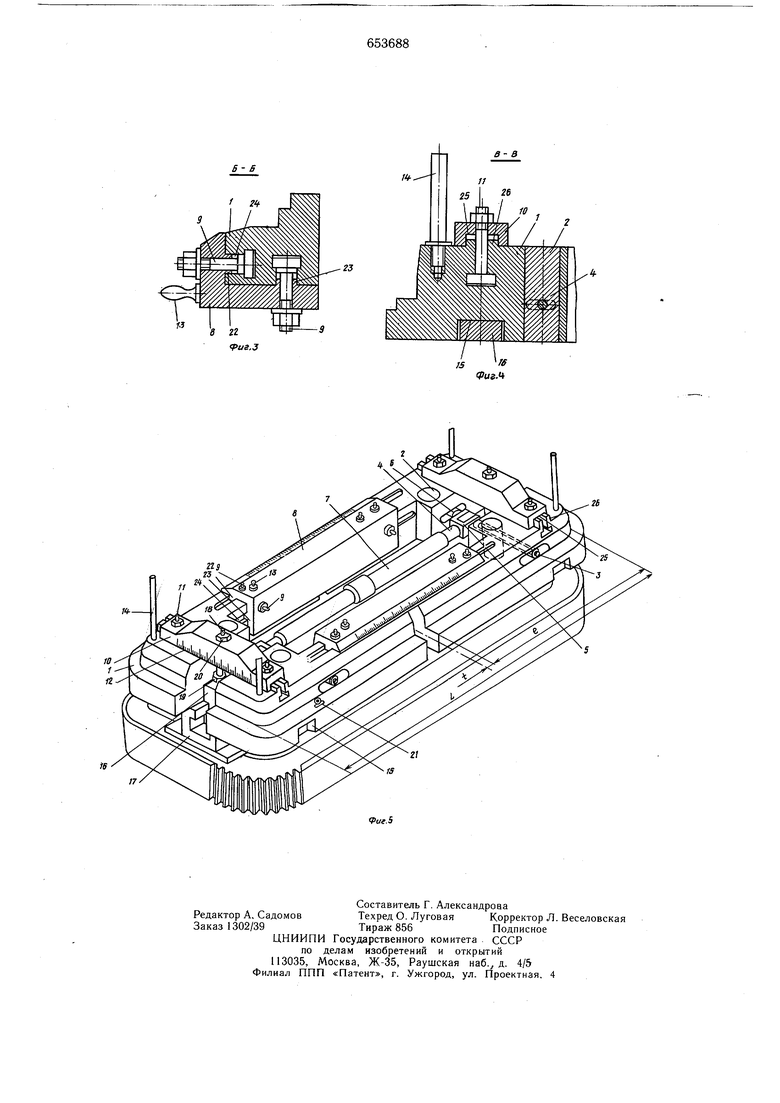
На фиг. 1 - вид на устройство в плане с частичным разрезом; на фиг. 2 - вид по стрелке Л на фиг. 1 с частичным разрезом; на фиг. 3 - сечение Б-Б фиг. 1; на фиг. 4 - сечение В-В фиг. 1; на фиг. 5 - общий
вид на устройство.
Шаблон состоит из четырех формообразующих стоек 1, в которых перпендикулярно плоскости основания свободно уста 1овлены цилиндрические с поперечными резьбовыми отверстиями гайки 2. Механизм для поперечного перемещения стоек содержит гайки, попарно соединенные поперечными винтами 3, имеющими правую и левую резьбу, и расположенными в конусных пазах стоек. Механизм для продольного перемещения стоек содержит резьбовые -стержни 4, один из которых имеет правую резьбу, а другой левую. На концах стержней 4 закреплены проущины 5, в которых свободно установлены щейки 6 поперечных винтов 3, а между собой стержни 4 соединены резьбовой втулкой 7. Формообразующие стойки соединены между собой в поперечном направлении линейками 8 и закреплены болтами 9. В продольном направлении стойки соединены между собой линейками 10 и закреплены болтами 11. На боковой поверхности линеек 8 и 10 симметрично в обе стороны от центра выполнены настроечные деления 12 с первой цифровой отметкой после нуля, равной минимальному размеру формообразующей части стойки от оси устройства, т. е. t+t -T. где f- размер формообразующей части стойки; t - минимальный зазор по разъему от оси до торца стойки; L - общий минимальный размер формообразующей части стоек. Последняя цифровая отметка соответствует половине максимального настроечного размера формообразующей части устройства. На линейках 8 установлены рукоятки 13. На стойках размещены цилиндрические колонки 14. В нижней части стоек в поперечных пазах 15 (фиг. 2) размещены планки 16, опирающиеся на опоры 17 ведомой плавающей щестерни станка (на чертеже не показан). Устройство снабжено болтами 18, гайками 19, 20, служащими для соединения шаблона с элементами станка. Рым-болт 21 служит для транспортировки щаблона. Боковые линейки 8 имеют Г-образную форму с внутренними продольными направляющими выступами - вертикальным 22 (фиг. 3) и горизонтальным 23, которыми они сопряжены по скользящей посадке с соответствующими Т-образными продольными направляющими пазами 24, выполненными в стойках (фиг. 3). Линейки 10 имеют открытый паз 25 (фиг. 4), которым они охватывают поперечные выступы 26 стоек. Настройка формообразующих стоек щаблома производится следующим образом. Шаблон устанавливают на сборочной плите (на чертеже не показана), открепляют болты 11 и 9, снимают поперечные линейки 10 с двух сторон. Торцовым ключом с помощью щестигранников поочередно вращают поперечные винты 3. При этом раздвигаются стороны стоек 1, попарно соединенных боковыми линейками 8. В зависимости от направления вращения винтов 3 стойки сближаются или раздвигаются в стороны. Ширину формообразующей части стоек 1 определяют по сумме показаний настроечных делений 12 на поперечных линейках 10, стойки 1 сближаются или раздвигаются в стороны по направляющим выступам 22 и 23 боковых линеек 8. Рукоятками 13 линейки 8 выравнивают по разъему и определяют длину формообразующей части стоек 1 по сумме показаний настроечных делений 12 на линейках 8, совпадающих с краями поперечного разъема стоек 1, и закрепляют болтами 9. На опоры 17 ведомой плавающей щестерни станка устанавливают присоединительные болты 18, опорные планки 16 и закрепляют гайками 19. При этом межосевое расстояние болтов 18 соответствует межосевому расстоянию отверстий в поперечных линейках 10. С помощью грузоподъемного механизма и рым-болтов 21 оправку поперечными пазами 15 устанавливают на опорные планки 16 и закрепляют гайками 20, рым-болты 21 снимают и приступают к намотке катущек. Наличие в стойках направляющих пазов, взаимодействующих с выступами линеек скрепляющих формообразующие стойки в зоне стыков, установка винтов механизма поперечного перемещения свободно в проущинах продольных резьбовых стержней, механизма продольного перемещения стоек, а также наличие поворотных гаек, через которые формообразующие стойки связаны .между собой, обеспечивает ограничение габаритов щаблона контуром формообразующих стоек и позволяет повысить производительность при настройке шаблона. Формула изобретения 1. Шаблон для намотки электрических катущек, содержащий формообразующие стойки, установленные на направляющих, винтовой механизм для поперечного перемещения стоек и механизм для продольного перемещения стоек, выполненный в виде стержней со встречными резьбами, кинематически связанных со стойками, и навинченной на них втулки, отличающийся тем, что, с целью уменьщения габаритов и повыщения производительности, стойки соединены между собой линейками с выступами, а в стойках выполнены пазы вдоль осей шаблона, в которых расположены выступы линеек, причем винты механизма для поперечного перемещения свободно установлены в проушинах, закрепленных на концах стержней механизма для продольного перемещения стоек.
2. Шаблон по п. 1, отличающийся тем, что механизм для поперечного перемещения стоек выполнен в виде винтов со встречными резьбами, кинематически связанных через поворотные гайки со стойками.
Источники информации, принятые во внимание при экспертизе
1. ЦиханоБич Б. Г. и др. Изготовление и сборка роторных обмоток турбогенераторов, «Энергия, М., 1966, с. 25, рис. 14.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для растяжки и формовки обмоток электрических машин из лодочки в секцию | 1989 |
|
SU1737637A1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| Устройство для намотки электрических катушек из полосы на ребро | 1975 |
|
SU688961A2 |
| Устройство для изготовления шаблонов проймы | 1989 |
|
SU1836913A2 |
| ТВЕРДОМЕР | 2016 |
|
RU2614336C1 |
| Ц?к*МБАМ. Кл. Н 02k 15/04УДК 621.518.44(088.8) | 1973 |
|
SU388333A1 |
| Способ изготовления многослойных изделий из полимерных композиционных материалов и станок для осуществления способа | 2018 |
|
RU2697334C1 |
| Станок для намотки статоров | 1986 |
|
SU1379892A1 |
| СТРОГАЛЬНО-ПИЛЬНЫЙ СТАНОК | 1992 |
|
RU2050263C1 |
| Рельсосверлильный станок | 1989 |
|
SU1712517A1 |
ч i
/ /
/ / Л ,.-, ,
1-
с
312
Риг.1
Bui А тйермута
10
1|1
Б- В
1 ztfв- в
