1
Изобретение относится к технологическому оборудованию для изготовления электрических машин, используемому при намотке, рихтовке и калибровке электрических катушек турбогенераторов.
По основному авт. св. ° 388333 известно устройство, используемое при намотке электрических катушек из полосы на ребро и их рихтовке. Это устройство содержит враш,аюш,ийся стол со стойками, связанными валом, на котором расположены барабаны со сменными линейками и узлами формирования лобовых частей катушек. Для обеспечения универсальности устройства барабаны выполнены конусными со ступицами, снабженными резьбой, и содержат на поверхности кольцевые канавки и фасонные вырезы. Узлы формирования лобовых частей имеют выступы, расположенные в кольцевых вырезах барабанов, а на барабанах установлены рычаги для крепления к ним линеек. Для рихтовки намотанной катушки растяжением устройство снабжено рихтовочным приспособлением, связанным через накидные гайки с барабанами. Недостатком известного устройства является то, что оно не пригодно для намотки многорядных катушек из полосы различного сечения с количеством выводных концов, равным удвоенному количеству рядов, так как не обеспечивает фиксации концов полосы в пространстве при намотке каждого ряда п при последующей рихтовке катушки в целом. При раздельной намотке и рихтовке каждого ряда катушки за счет лишних переналадок устройства снижается производительность труда, а наслоение геометрических отклонений нри последующем смещении рядов снижает качество катушек.
Целью изобретения является повышение производительности, улучшение качества намотки многорядных катушек и расширение универсальности устройства. Поставленная цель достигается тем, что на торце одного барабана выполнены гнезда, расиоложенные по его окружности, и фасонный кольцевой иаз, в последний свободно вставлены фасонные пластины со стержнями, па каждый из которых надет отверстием откидной держатель, выполненный в виде стойки с ложементом для выводного конца катушки. Кроме того, ложементы енабл еиы прихватами, а стойка держателя снабжена моментпым зажимом, который выполнен в виде винта, смешенного относительно оси стержня и взаимодействующего с боковой поверхностью пластипы.
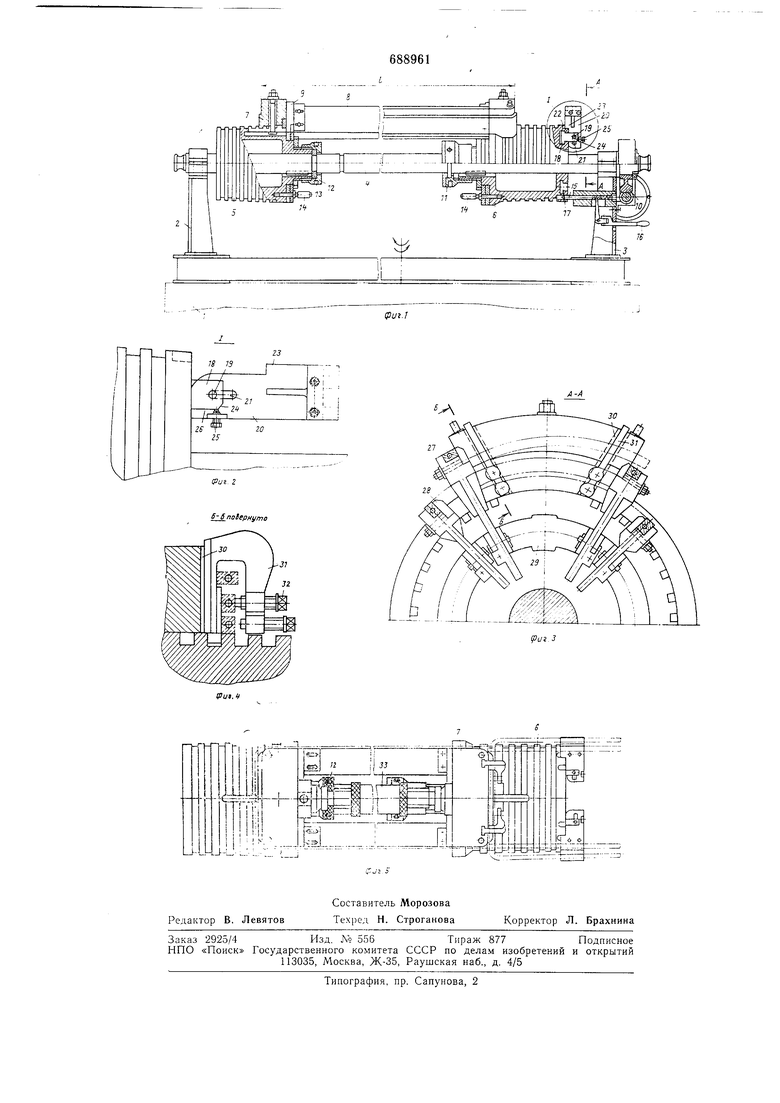
На фиг. 1 изображено устройство с частичным продольным разрезом; па фиг. 2 - узел I па фиг. 1 (дерл атель в откинутом
состоянии); на фиг. 3--разрез по А-А на фиг. 1 (держатели на намотке и рихтовке многорядной катушки); на фиг. 4 - сечение по Б-Б на фиг. 3 (скоба нри рихтовке); на фиг. 5 - намоточное устройство в момент начала рихтовки в плане.
Устройство состоит из поворотного стола 1, связанного с основанием, на котором установлены стойки 2 и 3. Последние соединены между собой валом 4, на котором на шпонках с регулировкой осевого перемещения посажены конусные барабаны 5 и 6. Барабаны имеют кольцевые канавки и сопряжены с узлами 7 для формирования лобовых частей и с линейками 8, связанными с рычагами 9, посаженными на ступицы. Червячный редуктор 10, связанный с приводом, служит для поворота вала 4. Накидная гайка И обеспечивает регулировочное перемещение барабана 6 вдоль оси вала. Накидная гайка 12 в затянутом положении фиксирует барабан относительно кольцевой шпонки 13, а в отпушенном - обеспечивает перемеш,ение барабана 5 влево во время рихтовки намотанной катушки. Пальцы 14 служат для фиксации углового положения рычагов 9 на барабанах относительно лобовых узлов 7. Штырь 15 предназначен для фиксации углового поворота барабанов при намотке и снятии катушки, а рукоятка 16 обеспечивает его перемеш.ение. Ступенчатое понижение на лобовых узлах 7 и линейках 8, равное 1/2 разности сечений полосы катушек, предназначено для обеспечения симметричности намотки в сечении пазовых и лобовых участков. На торце барабана 6 выполнен фасонный кольцевой паз 17, в который свободно вставлены фасонные пластины 1В с стержнями 19, на которые надеты держатели 20 выводных концов катушек отверстиями в виде продольных пазов 21, обеспечиваюш,их вертикальную фиксацию держателей в рабочем положении, а в нерабочем- горизонтальную. Гнезда 22 иа поверхности барабана соответствуют положениям выводных концов катушек и предназначены для фиксации углового положения держателей выступом 23. На торце пластины ниже оси стержня имеется запорный скос 24, в который упирается винт 25, связанный с держателем и удерживаюш,ий его от расфиксирования с гнездом в рабочем положении, а в откинутом пололсении (фиг. 2) держатель упирается в боковую поверхность 26 пластины со смещением от оси и за счет момента удерживает от смещения по фасонному пазу вместе с пластиной. Стойки держателей 20 снабжены ложементами 27 (фиг. 3) и зажимами в виде Г-образных прихватов 28, с помощью которых фиксируют положение выводных концов при намотке и рихтовке катушек. Отверстие 29 предназначено для установки пластины 18 в фасонный паз 17. В радиальио направленных Т-образных пазах 30 на узлах 7 могут
устанавливаться съемные скобы 31 с нажимными винтами 32 (фиг. 4) в момент начала намотки при асимметричном положении выводного конца с пазовой частью катушки и при рихтовке растяжением с целью поджима лобовой части и исключения изгибающей деформации полосы асимметричных выводных концов. Для рихтовки катушки растяжением между узлами 7 опорами,
связанными с валом 4, может устанавливаться домкрат 33 (фиг. 5).
Устройство работает следующим образом.
На барабанах 5 и 6 устанавливают узлы
7, предназначенные для данной катушки, а к рычагам 9 прикрепляют соответствующие продольные линейки 8. Рычаги 9 фиксируют иод углом, соответствующим раствору катушки. Барабан 5 жестко закрепляют иа
валу 4, а барабан 6 устанавливают на размер /, соответствующий длине катушки без припуска на рихтовку растяжением (3- 5 мм для катушек длиной 1000-1500 мм). В фасонный паз 17 барабана 6 устанавливают пластины 18 с держателями 20 в соответствующем порядке и держатель первого выводного конца, соответствующий началу намотки нижнего ряда катушки, фиксируют в гнезде 22 барабана в вертикальном положении. Остальные держатели фиксируют винтами 25 в горизонтальном (нерабочем) положении. Вращением поворотного стола намоточное устройство ставят в положение, при котором направление подачи полосы
перпендикулярно продольному участку барабана. Затем отформованный конец закладывают в ложемент 28 держателя и фиксируют прихватами 29. В паз 30 узла 7 вставляют скобы 31 и прижимают к нему
полосу нижним винтом 32. При помощи червячного редуктора 10 поворачивают вал 4 и фиксируют штырем 15. Затем производят обвод радиуса узла 7 вращением стола вокруг вертикальной оси на угол 90°. При
этом изгиб полосы выполняет механизм поворота стола, а рычаг на оси узла 7 (на чертеже не показан) обеспечивает выглаживание участка закругления. Затем формуют па барабане 6 фасонный вертикальный переход с лобовой на пазовую часть. Далее производят обвод узла 7 на барабане 5 вращением стола. При совпадении оси натянутой полосы с поперечным участком барабана вращение поворотного стола останавливают, освободив барабан от штыря 15, наклоняют его и снова вставляют штырь. После этого на барабане 6 устанавливают вкладыш (на чертеже не показан), компенсирующий проем между поперечной
частью выводного конца и конусным подъемом к пазовой части, снимают скобу 31. Затем производят обвод узла 7 на барабане 5 и па барабане 6 вращением стола, освобождают барабан от штыря 15, наклоняют его и снова фиксируют штырем. После
оформления лобовой части обрезают полосу и на соответствующем месте формуют верхний выводной конец нижнего ряда катушки, устанавливают соответствующий держатель в зоне выводного конца в вертикальное положение по гнезду 22 и фиксируют винтом 25. Затем выводной конец закладывают в ложемент 27 и фиксируют прихватами 28. Далее приступают к формообразованию верхнего ряда катушки, имеющего противоположное направление намотки.
Вращением поворотного стола намоточное устройство ставят в положение, при котором продольная ось совпадает с паправлением нодачи полосы. Держатель третьего выводного конца, соответствующий началу намотки верхнего ряда катушки, фиксируют в соответствующем гнезде 22 барабана в вертикальном положении. Освободив барабан от штыря 15, наклоняют его до вертикального положения линейки 8, откуда начинается намотка, и снова вставляют штырь 15. Затем выводной конец полосы закладывают в ложемент держателя и фиксируют прихватами. После этого вращением поворотного стола производят обвод на барабане 5 и останавливают вращение стола. Освободив барабан от штыря 15, наклоняют его и снова вставляют штырь. На барабане 6 на боковой поверхности узла 7 устанавливают вкладыш (на чертеже не показан), компенсирующий проем между верхним выводным концом и конусным подъемом осаженной полосы нижнего ряда катушки. Затем производят отвод узла 7 на барабане 5 и на барабане 6. На торец узла 7 устанавливают нодкладной клин, соответствующий подъему полосы (на чертеже не ноказан), освобождают барабан от штыря 15, наклоняют его и снова вставляют штырь. Затем аналогично осушествляют намотку остальных витков катушки с установкой между витками в лобовых частях картонных прокладок, и.митирующих витковую изоляцию. После оформления последнего витка полосу обрезают, держатель, соответствующий верхнему выводному концу верхнего ряда катушки по соответствующему гнезду, устанавливают в вертикальное ноложение и фиксируют винтом 25, выводной конец закладывают в ложемент и фиксируют нрихватами. После этого намотанную многорядную катушку рихтуют. Устанавливают скобы 31, нижний выводной конец нижнего ряда катушки поджимают нижним винтом, а верхний - верхним. Барабаны 5 и 6 фиксируют в среднем угловом положении. Между внутренними сторонами узлов 7 ставят домкрат 33 и гидравлический привод для создания необходимого для рихтовки усилия. После окончания процесса рихтовки выводные концы на держателях открепляют, открепляют и снимают скобы 31, снимают узлы 7, сближают и фиксируют линейки с рычагами 9 и снимают готовую катушку.
Наличие на барабане откидных дерл ателей для фиксации выводных концов с их конструктивными особенностями обеспечило возможность намотки и рихтовки растяжением многорядных катушек из полосы различного нонеречного сечения с совмещенными осями пазовых и лобовых участков, имеющих различное направление намотки и пространственное расположение выводных концов. Установка съемных скоб с нажимными винтами исключает деформацию лобовой части асимметричных выводных концов. Настройка держателей по взаимному расноложению на торце барабана может легко осуществляться методом их иерестановки. Установка держателей в рабочее и нерабочее положения легко и быстро осуществляется за счет продольного паза на стойке держателя, гнезд на барабане, скоса на нластине и винта, связанного с держателе.м, так что в вертикальном и горизонтальном положениях за счет определенной геометрической связи с продольным пазо.м обеспечивается запирающий момент. Положение ложементов на держателях согласовано по высоте от оси барабана и симметрично фи ссирующему выступу исключает любую деформацию выводного конца, а положение Г-образных прихватов обеспечивает их надежное фиксирование с последующим отводом при снятии катущки. Изобретение позволяет расширить универсальность устройства, повысить производительность и улучшить качества намотки многорядных катушек.
Формула изобретения
1. Устройство для намотки электрических катушек из полосы на ребро по авт. св. N° 388333, отличающееся тем, что, с целью повышения производительности,
улучшения качества намотки многорядных катушек и расширения универсальности устройства, на торце одного барабана выполнены гнезда, расположенные по его окружности, и фасонный кольцевой паз, в последний свободно вставлены фасонные пластины со стержнями, на каждый из которых надет отверстием откидной держатель, выполненный в виде стойки с ложементом для выводного конца катушки.
2. Устройство по п. -1, отличающееся тем, что ложементы снабжены прихватами.
3.Устройство по п. 1, отличающееся тем, что стойка держателя снабжена момент1Пз1м залчимом относительно оси стержня пластины.
4.Устройство по п. 3, отличающееся тем, что моментный зажим выполнен в впде винта, смещенного относительно оси стержня и взаи.модействующего с боковой поверхностью пластины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки электрических катушек из полосы на ребре | 1976 |
|
SU608235A2 |
| Ц?к*МБАМ. Кл. Н 02k 15/04УДК 621.518.44(088.8) | 1973 |
|
SU388333A1 |
| Способ формования катушки роторной обмотки турбогенератора с полным водяным охлаждением и линия для его осуществления | 1990 |
|
SU1737638A1 |
| Механизм для фиксации наконечника выводного конца к устройству для припайки его к катушке электрической машины | 1990 |
|
SU1838862A3 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Способ изготовления катушки обмотки электрической машины и устройство для его осуществления | 1985 |
|
SU1297173A1 |
| Устройство для пайки соединений полосы меди при намотке электрических катушек | 1991 |
|
SU1817869A3 |
| Устройство для рихтовки полосы из бухты | 1991 |
|
SU1831750A3 |
| Автомат для изготовления электрическихКАТушЕК | 1979 |
|
SU807396A1 |
| Способ изготовления одновитковых катушек волновой двухслойной обмотки электрических машин | 1985 |
|
SU1403257A1 |