1
. Изобретение относится к механической очистке катанки, проволоки и другого длинномерного круглого фоката от окалины, ржавчины и дефектного слоя и может быть использовано в метизной и металлургической промышленности, преимущественно в поточных линиях производства.
Известен способ механической очистки прутковых длинномерных изделий, заключающийся в том, что очин1аемое изделие протягивают через полый цилиндрический очистной элемент с одновременным сообщением вран1ательного движения очин.|,аемому изделию и очистному элементу 1.
Недостатком известного способа является зависимость рабоче1о диаметра очистного инструмента от максимально возможного изгиба очип аемого изделия, что при очистке трудноизгибаемого длинномерного изделия влечет уменьи1ение внутреннего диаметра инструмента и, как следствие, снижение скорости об)аботки и увеличение износа инструмента из-за значительного уменьшения длины контактной поверхности, что в итоге снижает производительность.
Целью изобретения является повьпиение производительности и улучшение качества очистки.
Эта цель достигается тем, что очищаемому изделию и очистному элементу сообщают вращение в противоположных направлениях, причем вращение очищаемого изделия совершают с эксцентр иситетом относительно очистного элемента.
Предлагаемый способ и,ллюстрируется чертежом.
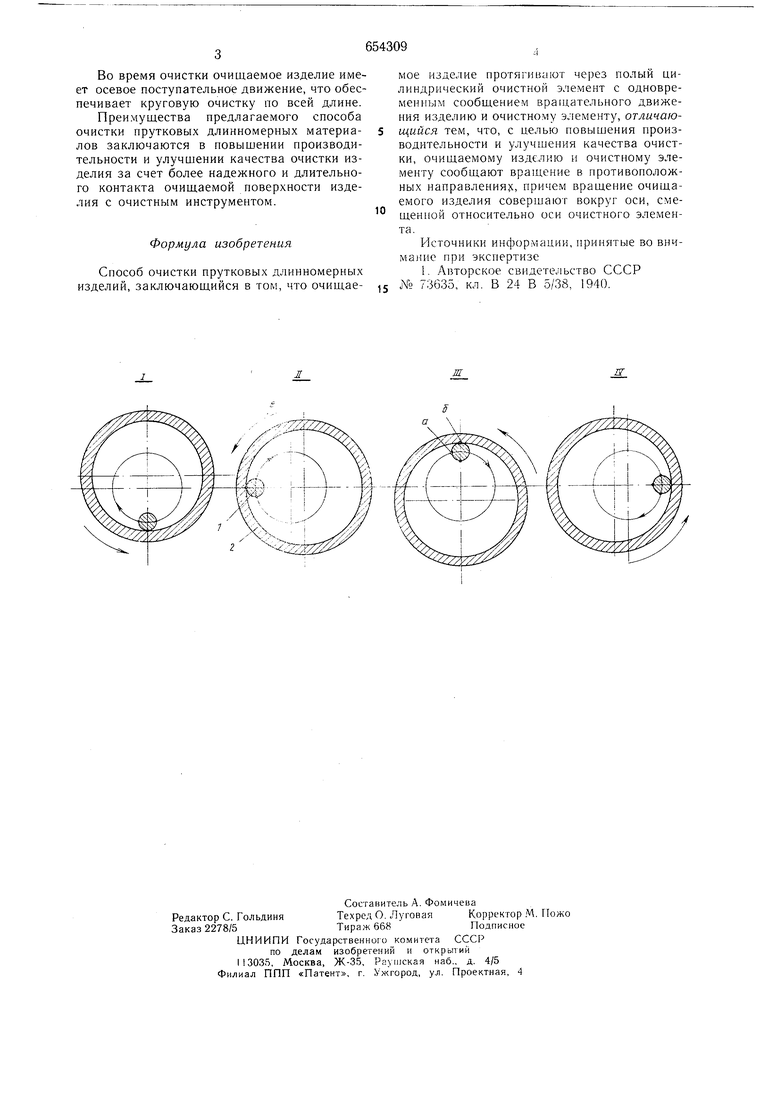
На чертеже показана схема очистки.
Один оборот очищаемого изделия 1 и один оборот очистного инструмента 2 вокруг оси устройства разделены на четыре фазы (1. 11, П, IV). Точками а показаны очищенные, а точками б очищаемые в данный момент участки изделия.
За один оборот изделия вокруг оси устройства оно очищается по всей его окружности, так как все элементы кольцевой поверхности изделия последовательно соприкасаются с внутренней поверхностью кольцеобразного инструмента, что обеспечивается за счет сообпдения вращения очистному элементу и очищаемому изделию в противололожных направлениях, а вращение очищаемого изделия совершают с эксцентриситетом с относительно очистного элемента, что позволяет увеличить внутренний контактный диаметр очистного э.лемента.
Во время очистки очищаемое изделие имеет осевое поступательное движение, что обеспечивает круговую очистку по всей длине.
Преимущества предлагаемого способа очистки прутковых длинномерных материалов заключаются в повыщении производительности и улучщении качества очистки изделия за счет более надежного и длительного контакта очищаемой поверхности изделия с очистным инструментом.
Формула изобретения
Способ очистки прутковых длинномерных изделий, заключающийся в том, что очищаемое изделие протягивают через полый цилиндрический очистной элемент с одновреMeHiitjiM сообщением вращательного движения изделию и очистному элементу, отличающийся тем, что, с целью повыщения производительности и улучшения качества очистки, очищаемому изделию и очистному элементу сообщают вращение в противоположных направления, причем вращение очищаемого изделия соверщают вокруг оси, смещенной относительно оси очистного элемента.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 73635, кл. В 24 В 5/38, 1940.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для очистки катанки и длинномерного круглого проката | 1977 |
|
SU713631A1 |
| Устройство для очистки длинномерного цилиндрического изделия | 1985 |
|
SU1319936A1 |
| СПОСОБ АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ОТ ОКАЛИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2527556C2 |
| Устройство для очистки поверхности длинномерного изделия | 1988 |
|
SU1540874A1 |
| Устройство для очистки длинномерных изделий | 1979 |
|
SU865436A1 |
| Устройство для очистки проволоки | 1979 |
|
SU825199A1 |
| Инструмент для очистки внутренней поверхности трубопровода | 1980 |
|
SU990347A1 |
| Устройство для механической очистки круглого проката | 1985 |
|
SU1301663A1 |
| Способ формования длинномерных изделий из порошковых материалов и устройство для его осуществления | 1990 |
|
SU1780923A1 |
| Устройство для зачистки длинномерного круглого проката | 1986 |
|
SU1380828A1 |
Л
л
ш
