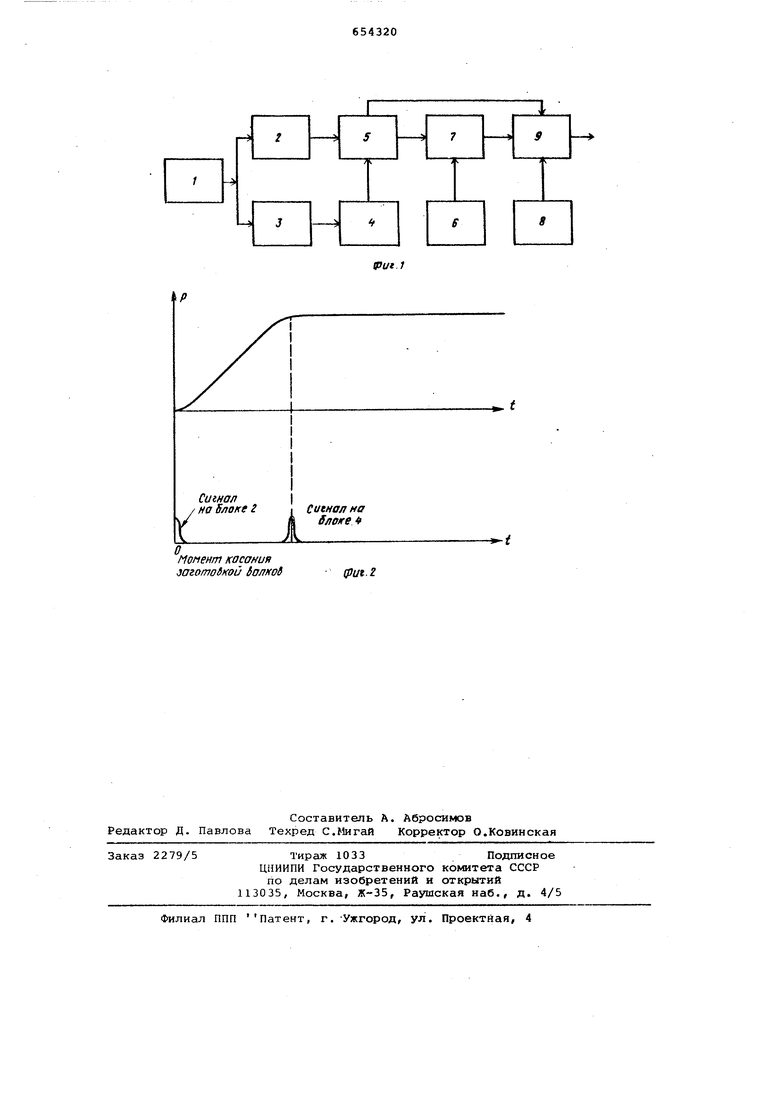
36 течение времени, ограниченного назва ными моментами, расстояние между ося ми определяют по показанию датчика раствора валков, с учетом известного диаметра валков прокатной клети рассчитывают входные геомет1 ические раз меры заготовки по известным зависимостямh Н + Dt (1 - cos ©г) В + D- (1 f созв„ ) , где h,b - соответственно толщина ширина заготовки; Н,В - раствор валков до момен та касания заготовкой валков прокатной Клети соответственно в горизонтальной клети и вертикальной клети; DJ, Dg - диаметры валков горизонтальной и вертикальной клетей; QI , ©в - угол поворота валков го ризонтальной и вертикальной клетей. Осуществление измерения расстояни между осями валков и угла поворота валков непосредственно в прокатной клети вместо мерительной, а также ра чет геометрических размеров проката по углу поворота прокатных валков, измеренному за промежуток времени,ог раниченный моментом касания заготовкой валков и моментом пересечения за готовкой вертикальной оси прокатной клети, позволяет использовать резуль таты измерения для точного расчета входной толщины (ширины) и скорректи ровать по результату расчета раствор валков в том же пропуске, в котором произведено измерение, поскольку угол поворота валков именно за указанный промежуток времени входит в точную формулу расчета толщины (шири ны) , так как именно в этот промежуток времени на формирование толщины (ширины) не оказывает влияния упругая деформация клети. На фиг. 1 изображена блок-схема системы, реализующей данный способ; на фиг. 2 - график нарастания давления металла на валки во времени и моменты возникновения сигналов о касании заготовкой валков и пересечении заготовкой вертикальной оси прокатной клети. Реализация способа осуществляется следующим образом. Устройство 1 измерения усилий про катки (см. фиг. 1) подсоединено к нуль-органу 2 и дифференцирующему уст ройству 3, выход дифференцирующего устройства 3 подсоединен ко входу нуль-оргаиа 4, выходы нуль-орга ов 2 и 4 подсоединены к входу устройства 5 выход которого и выход датчика 6 угла поворота (импульсного датчика) подсоединены к входам счетчика 7 импульсов, выход счетчика 7, датчика 8 раст вора валков и устройства 5 подсоединены к входу устройства 9 определени толщины (Ширины) заготовки. При появлении давления металла на валки на выходе устройства 1 измере0йия усилий прокатки появляется сигнал, отличный от нуля, который фиксируется нуль-органом 2 и через устройство 5 управления разраиает счетчику 7 счет импульсов от датчика б угла поворота. По окончании нарастания усилия сигнал с дифференцирующего устройства 3 падает до нуля, и нуль-орган 4, фиксируя момент пересечения заготовкой вертикальной оси клети, через устройство 5 управления запрещает счет импульсов от датчика 6 угла поворота счетчику 7, далее по команде от устройства 5 производится считывание информации со счетчика 7 и датчика 8 раствора валков в устройство 9 расчета толщины (ширины), сброс счетчика 7 в нуль и вычисление в устройстве 9 толщины (ширины) по приведенным выше зависимостям. Таким образом, измерение раствора валков и угла поворота валков непосредственно в прокатной клети в течение времени, ограниченного моментами касания заготовкой валков и пересечения заготовкой вертикальной оси клети, позволяет ввести значение угла поворота валков за период захвата в расчет толщины (ширины), скорректировать выходную толщину (ширину) в течение того же пропуска и тем самым сократить расход металла на обрезь, не применяя при этом специальных громоздких устройств. Формула изобретения 1.Способ определения входных геометрических размеров прямоугольного проката, включающий измерение рас-стояния между осями валков, измерение угла поворота валков и расчет толщины полосы проката, отличающийся тем, что, с целью уменьшения отходов металла за счет повышения точности ширины полосы при ее разбивке, измерение расстояния между осями валков и угла поворота валков производят в прокатной клети, причем измерение угла поворота «валков осуществляется от момента касания заготовкой валков прокатной клети до пересечения заготовкой вертикальной оси клети. 2. Способ по п. 1, отличающийся тем, что момент касания заготовкой валков прокатной клети фиксируют по возникновению давления металла на валки, а момент пересечения заготовкой вертикальной оси клети фиксируют по прекреоцению нарастания давления металла на валки. Источники информсщии, принятые во. внимание при экспертизе 1. Авторское свидетельство СССР 2S00872, кл. G 01 В 5/06,20.01.69.
CtitHOff на
1 Saoire
Момент касания заготобкой Ьалкоб
(риг. 2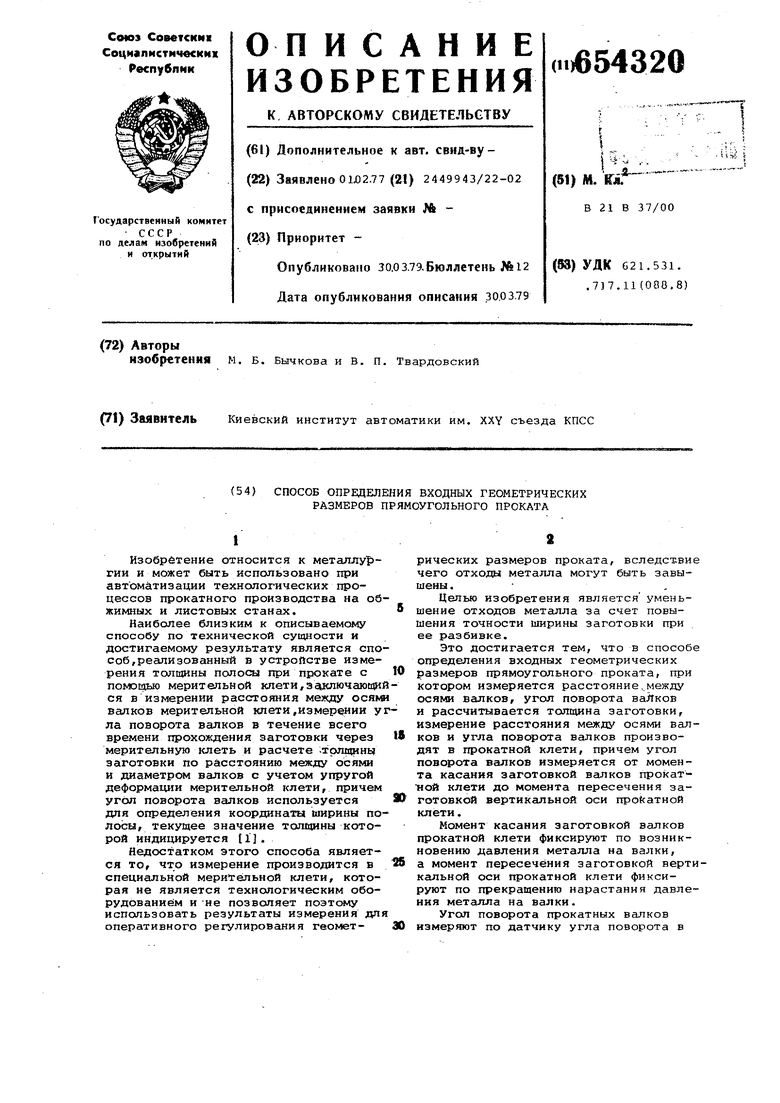
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения входных геометрических размеров проката | 1982 |
|
SU1026868A1 |
| Датчик наличия металла в многониточной прокатной клети | 1989 |
|
SU1671385A1 |
| Измеритель длины проката | 1977 |
|
SU778839A1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| Устройство контроля заполнения межклетевого промежутка при многониточной прокатке | 1985 |
|
SU1308411A1 |
| Устройство для измерения длины проката | 1981 |
|
SU968589A1 |
| Способ настройки пилигримового стана | 1983 |
|
SU1168307A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ЧЕРНОВОЙ ГРУППЕ КЛЕТЕЙ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА | 2012 |
|
RU2494828C1 |
| Устройство к прокатному стану для раскроя проката летучими ножницами | 1973 |
|
SU489596A1 |
| Устройство для автоматического контроля металла в поле допусков по толщине | 1982 |
|
SU1077676A1 |