1
Изобретение относится к области прокатного производства, в частности к устройствам для раскроя проката летучими ножницами.
Известно устройство, обеспечивающее раскрой заготовки на заданное число равных частей и содержащее индикаторы наличия проката и датчики угла поворота валков черновой п чистовой клетей, счетчик угла поворота валков черновой клети на длине заготовки, соединенный с блоком памяти, блоки задания и контроля числа резов.
В таком устройстве программа раскроя проката летучими пожницами осуществляется с помощью вычислительного блока, входящего в состав устройства, на основе информации об исходной длине заготовки и коэффициенте вытяжки.
Известное устройство широко применяется для раскроя проката на непрерывных заготовочных станах, но не может быть примепено на непрерывных мелкосортных станах вследствие конструктивных различий между заготовочными п сортовыми станами, а также в силу спепифических особенностей технологии прокатки на мелкосортных станах, когда в стане одновременно могут прокатываться несколько заготовок и не представляется возможным измерить исходную длину раскраиваемой заготовки.
Целью изобретения является обеспечение безотходного раскроя проката на мелкосортном стане. Это достигается тем, что предлагаемое устройство снабжено измерителем текущего значения коэффициента вытяжки, связанного с блоком памяти и с датчиком згла поворота валков чистовой клети, блоком накопления текущего коэффициента вытяжки и блоком
вычисления приведенного значения этого коэффициента с его накопителем, связанных своими входами с измерителем текущего значения коэффициента вытяжки, регистром хранения приведенного коэффициента вытяжки
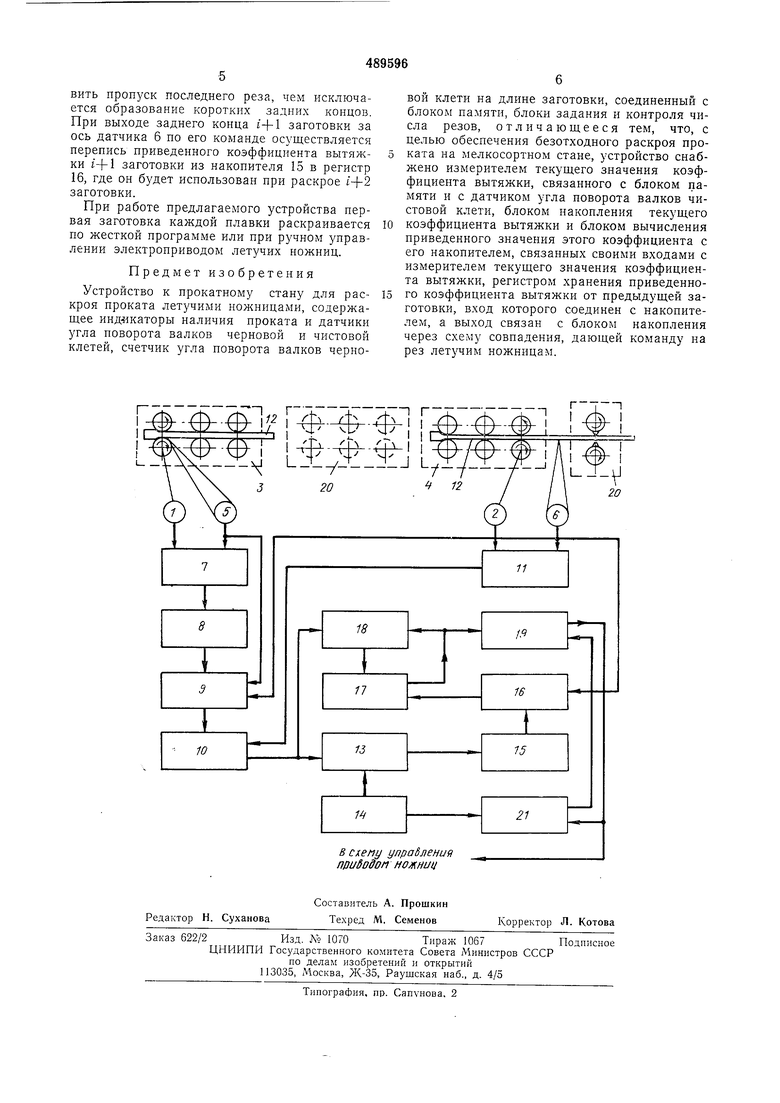
от предыдущей заготовки, вход которого соединен с накопителем, а выход связан с блоком накопления через схему совпадения, дающей команду на рез летучим ножницам. На чертеже показана схема предлагаемого
устройства.
Устройство содержит датчики 1 и 2 угла поворота валков соответственно черновой 3 и чистовой 4 клетей, а также датчики 5 и 6 наличия металла соответственно в черновой и
чистовой клетях. Датчики 1 и 5 через схему «И 7 подключены к счетчику 8 угла поворота валков черновой клети. Выход счетчика 8 подключен к блоку 9 памяти, который передает информацию в блок 10. Последний связан также через схему 11 совпадений с датчиком 2. В блоке 10 осуществляется последовательное деление текущего значения угла поворота валков чистовой клети на угол поворота валков черновой клети за время прокатки в ней заготовки 12, т. е. определяется текущее значение коэффициента вытяжки. Информация с блока 10 поступает на вход блока 13, связанного также с блоком 14 задания числа резов. В блоке 13 осуществляется деление текущего значения коэффициента вытяжки на число прутков, вырезаемых из одной заготовки 12, т. е. вычисляется текущее значение приведенного коэффициента вытяжки. Блок 13 подключен к накопителю 15 приведенного коэффициента вытяжки. Информация с накопителя 15 передается в регистр 16 хранения значения приведенного коэффициента вытяжки. Регистр 16 подключен на один из входов схемы 17 совпадения, на другой вход которой поступает информация с блока 18 накопления текущего значения коэффициента вытяжки. В момент равенства значений коэффициентов вытяжки, передаваемых от регистра 16 и блока 18 через схему 19 совпадения, подается сигнал летучим ножницам 20 и на вход блока 21 контроля числа резов.
Работа устройства основана на непрерывном сравнении коэффициента вытяжки от предыдущей заготовки с последовательно вычисляемым по ходу прокатки в чистовой клети коэффициентом вытяжки следующей заготовки, с выдачей команды в схему управления приводом летучих ножниц в момент совпадения величин указанных коэффициентов вытяжки.
При захвате контролируемой клетью черновой группы стана очередной i+1 заготовки датчик 5 наличия проката разрешает запись угла поворота валков клети от датчика 1 через схему «И 7 в счетчик 8. При выходе заготовки из клети 3 датчик 5 запрещает дальнейшую запись угла поворота и через схему «И 7 дает команду на перепись накопленного угла поворота валков черновой клети Qj+i при прокатке в ней заготовки из счетчика 8 в приемную ячейку блока 9 памяти. Блок 9 содержит число ячеек, связанных между собой каналами переписи, равное максимально возможному числу заготовок 12 в линии стана между осями датчиков 5 и 6, и предназначен для синхронизации расчетов, т. е. для сопоставления углов поворота чистовой 4 и черновой 3 клетей на одной и той же заготовке вне зависимости от числа заготовок в линии стана. При выходе i-ой заготовки из зоны контроля датчика 6 по его команде осуществляется перепись угла поворота t+1 заготовки в выходную ячейку блока 9 памяти. В момент появления переднего конца i+1 заготовки в зоне датчика 6 дается разрешение через схему совпадения 11 на передачу информации от датчика 2 угла поворота чистовой клети 4 на вход блока 10, где осуществляется операция последовательного деления
текущих значений угла поворота валков чистовой клети Wi+i на известную величину угла поворота валков черновой клети Qj+i, хранящуюся в выходной ячейке блока 9. Результаты вычисления текущего значения коэфициента вытяжки i+l заготовки с выхода блока 10 поступают на входы блоков 13 и 18. В блоке 13 осуществляется определение приведенного коэффициента вытяжки, т. е.
WHI
К+1 i,i(K+l)
где N - заданное число резов;
- число прутков, вырезаемых из одной заготовки.
С выхода блока 13 значение приведенного коэффициента вытяжки в последовательном коде передается в накопитель 15. В момент выхода заднего конца I+l заготовки из зоны датчика 6 в накопителе 15 окажется полное значение приведенного коэффициента вытяжки t-J-l заготовки. В блоке 18 происходит накопление значения текущего коэффициента вытяжки i-|-l заготовки и непрерывное сравнение его через схему 17 совпадений с приведенным коэффициентом вытяжки t-ой заготовки, хранимых в регистре 16. В момент совпадения кодов с выхода блока 17 сравнения через схему 19 совпадения выдается команда в привод летучих ножниц 20 на рез. Одновременно гасится содержимое блока 18 накопления, и начинается новый цикл накопления текущих значений коэффициента вытяжки 1+1 заготовки. В связи с тем, что длина готового проката на выходе чистовой клети , а длина проката на выходе черновой клети , где DK и d - катающие диаметры соответственно валков чистовой и черновой клетей. Уравнение равенства коэффициентов вытяжки, можно записать в виде
A
Qi(K + l)
(К + 1) X
I
/,:(
i-fl
I
h.
d
1 li l+K
к
или
Li
, I LI
U
K+l
Таким образом, в момент накопления в блоке 18 кода, равного приведенному коэффициенту вытяжки i-ой заготовки, за ось датчиЛ,-,1
ка 6 проходит- часть длины проката из
/С + 1
t+l заготовки. Команда на рез поступает также на вход блока 21 контроля числа резов. Число резов, зафиксированное в блоке 21, сравнивается с заданным числом резов в блоке 14. При совпадении указанных чисел сигналом с блока 21 через схему 19 совпадения запрещается дальнейшее прохождение команд на рез, что позволяет, в случае если последний пруток из-за погрешностей в расчете окажется длиннее, чем задано, осущест
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО к ПРОКАТНОМУ СТАНУ для БЕЗОТХОДНОЙ РЕЗКИ ПРОКАТА . НА ЗАГОТОВКИ ЛЕТУЧИМИ НОЖНИЦАМИ | 1972 |
|
SU327009A1 |
| УСТРОЙСТВО К НОЖНИЦАМ ПРОКАТНОГО СТАНА ДЛЯ ОПТИМАЛЬНОГО РАСКРОЯ ПРОКАТА | 2004 |
|
RU2278768C2 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| УСТРОЙСТВО к ПРОКАТНОМУ СТАНУ для БЕЗОТХОДНОЙ РЕЗКИ ПРОКАТА НА ЗАГОТОВКИ ЛЕТУЧИМИ НОЖНИЦАМИ | 1972 |
|
SU336100A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРТИЙ ГОРЯЧЕКАТАНОГО ЛИСТА | 2010 |
|
RU2405639C1 |
| Устройство автоматического управления летучими ножницами для резки передних торцов проката | 1982 |
|
SU1228978A1 |
| Устройство для безотходного раскроя проката | 1987 |
|
SU1493397A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Устройство управления летучими ножницами | 1983 |
|
SU1159733A1 |
